



Well, I've just got my plasma cutter up and running. It's a 4x8 table, gantry kit from Precision Plasma and Bladerunner/Dragoncut 300-4 system from CandCnc. Using SheetCam and Mach3. Hypertherm Powermax 85. Here is the first part that I cut on this machine from 1/4" steel:
Settings are all straight from the book using the 45A shielded consumables at 45A setting on the cutter. Overall, I was very pleased. Really, the only issue I have on this piece is a bit of taper on the straight cuts. The taper runs wide at the bottom of the cut all the way around the part......not slanted one way like the torch is not square. Anything I can do to remedy this?
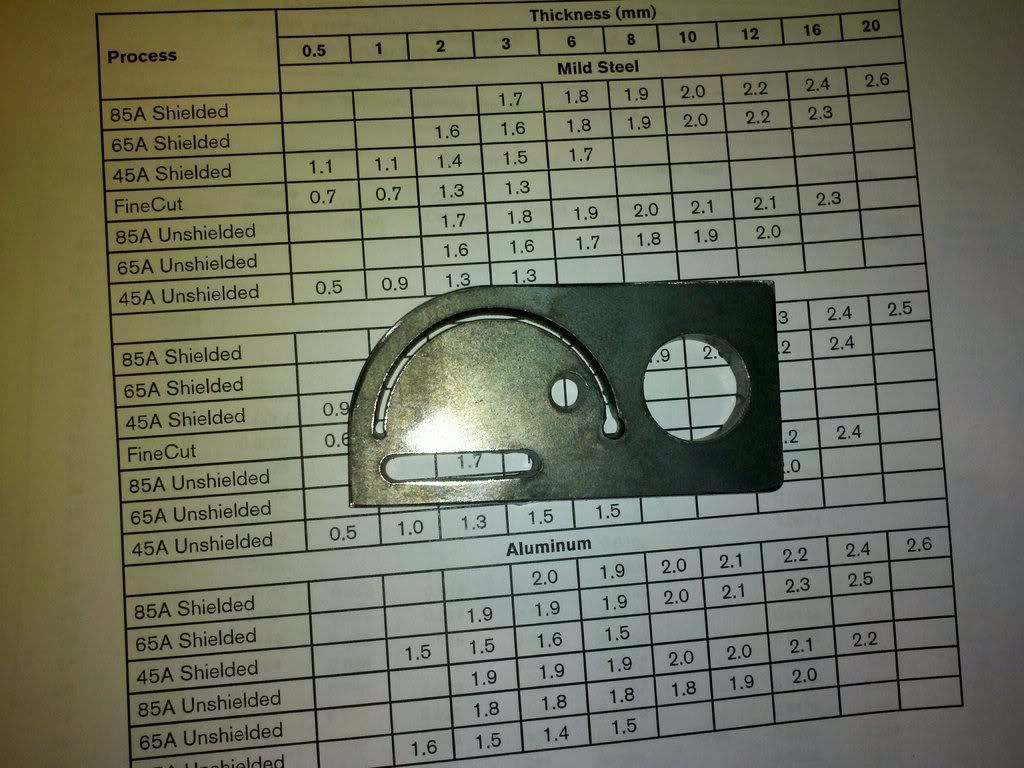
Next, I tried to cut the same part out of some .040" alum. Used the settings right out of the book (speed, cut height, pierce height, etc) and all it would do is blow a big hole in it on the first pierce and the torch would turn off and stop. Finally turned the amperage down from 45 to 32 and got this:
While not terrible, I would like to get this to be a bit cleaner cut......especially in places like where the ends of the slotted hole are odd-shaped, and you can see where it appears the gantry is vibrating around the corners and making the sides wavy.......and small hole not quite round. I spent about 2 hours playing with the accel settings of the X and Y in the motor tuning, but this is the best I can get out of it......which leads me to believe that my only option is to slow down the cut speed. I'm already concerned that running the 45A nozzle at 32A is going to cut the consumable life short, right? And if I turn the speed down, I will have to also turn down the amperage even farther? I have the Finecut consumables here, but there is no settings listed in the manual for aluminum with them. Could I use these....would they help?
Please keep in mind I'm new to ALL of this.......plasma cutting, sheetcam, mach...pretty much this whole process is new to me, so any and all suggestions will be appreciated! Thanks!
Results 1 to 5 of 5
-
05-24-2011, 02:45 PM #1
 Registered
Registered
- Join Date
- Jan 2011
- Posts
- 0
Need Help with fine-tuning my cuts
-
05-25-2011, 04:01 PM #2
Registered
- Join Date
- Jan 2008
- Posts
- 2247
A couple of comments, thoughts, questions:
1. By looking at your cut pictures....the pierce hole is incredibly large. This indicates to me that your pierce delay time is too long. You should be using the pierce delay settings listed in the Hypertherm manual on the "Mechanized Torch" cut charts. Make sure you are using the best quality cut speeds...and make sure you are using the mechanized consumable part numbers....even if you are using a hand torch. The machine shield must be used...not the hand shield.
2. You did not make it clear regarding whether or not you have a height control system.....or if you are just using a fixed height. Excessive bevel is caused by a. Cutting too fast, b. Cutting too high off the plate. If you have a height control....use the suggested arc voltages (listed in the Hyperthem manual) as starting points...then adjust the voltage up or down during the cut to achieve the cut height (.06" for the 45 amp process) listed in the manual.
3. There will always be some taper with an air plasma cutter. If it is consistent around the perimeter it means your consumables are in good shapeand the the height is constant. You can minimize taper to a certain extent by cutting at slower speeds....although too slow will produce low speed dross and warpage. when you experiment with slower speeds...you will need to experiment with arc voltage (if you have a height control) to maintain the correct physical standoff of the torch.
Attached is a picture of a few 1/4" cuts with the Hypertherm 45 amp process.
Jim Colt Hypertherm
-
05-26-2011, 05:03 AM #3
Registered
- Join Date
- Jan 2011
- Posts
- 0
Thanks a ton for the reply Jim! I do have the machine torch and the machine torch shield installed. I also do have dthc running with all of the speeds, pierce height & delay, cut height and arc volts right out of the hypertherm manual. I messed around with it for quite a while today, and I did finally end up getting the cuts to look much, much better.
I think the biggest improvement came from lowering the cut speed. This eliminated 95% of my problems. The bevel on the sides is nearly gone now. All of the corners, holes and areas where the gantry had to make quick changes in direction are much more......well, the way they are supposed to look, instead of distorted and jagged.
The material I'm using is in between two of the gauges listed in the manual, and I was using all of the specs for the thinner material. Switched to the thicker material settings and it was like magic!
Once again, thanks for all of your help, Jim. Being so new to all of this, I'm sure I'll be asking more questions here and learning a ton along the way!
Sent from my DROID PRO using Tapatalk
-
05-26-2011, 06:40 AM #4
Registered
- Join Date
- Feb 2009
- Posts
- 227
Fine Tune = Slower
Hi All, :cheers:
Jim hit the nail right on the head, alot of people first starting out use factory specs which are a little fast, they are trying to prove something to other companies. It is fine for very tight built machines that cost 40k + but us home built machines have a little play in them. Add the too fast speeds + a little backlash or play and you get ok cuts.... I have learned to decrease the speeds from my Thermal Dynamics handbook by at least 25 percent, I also decrease the voltage to match the slower speeds. After slowing things down a little the cut quality went up dramatically. I dont have to worry about warpage because I am cutting in a waterbed and most parts you can pick up instantly.... Here are a two pics of raw cuts without cleanup 1) 1/8" alum. 2) 3/4" CR steel... the other is a book rest I designed and fabricated on the plasma....
-
05-27-2011, 03:35 AM #5
Registered
- Join Date
- Jan 2011
- Posts
- 0
Thanks Dustin. That's good to hear. With zero experience with any of this, I had no idea how much I could play with the speeds and what the benefits or consequences would be......and what other settings I'd have to mess with as a result of the change in speed. Still have much to learn, but at least the parts I'm cutting now are pretty nice looking. Thanks again!
Sent from my DROID PRO using Tapatalk


 Reply With Quote
Reply With Quote
Similar Threads
-
fine tuning an 1100?
By 300sniper in forum Tormach Personal CNC MillReplies: 11Last Post: 09-12-2010, 07:02 PM -
Radii were fine, now it cuts wrong, HELP!
By MA$TER_E in forum Machines running Mach SoftwareReplies: 2Last Post: 03-09-2010, 08:22 PM -
Homemade CNC - Plexiglas melts whereas Perspex cuts fine?
By HankMcSpank in forum Glass, Plastic and StoneReplies: 7Last Post: 09-17-2009, 01:17 PM -
I need a little fine tuning help
By springlakecnc in forum Viper Servo drivesReplies: 5Last Post: 11-13-2008, 03:38 AM -
Mach3 tuning (cuts small stuff fine, but is off on big stuff)
By jdbaker in forum Mach Software (ArtSoft software)Replies: 4Last Post: 03-15-2007, 05:30 PM
