



Matt,
I would appreciate it, if you choose to hit "enter" on the keyboard, instead of "Send" on the screen after each line of text..
USBCNC-PC Connection best practice: Why on earth, or friggin' anywhere else would you want to control several machines from 1 PC? at the same time?..that's like juggling chainsaws while trainsurfing..
it's not that the interface demands much.. as you could have read in this topic. my machine runs on a humble little Intel Mini ITX 945 Board.. that's sorta' laptop-stuff..
the software is a "single instance application".. you really don't wanna mix up between 2 machines.. looking at one, and jogging the other.. you don't.. really..
Results 41 to 60 of 62
-
12-06-2011, 07:53 PM #41
 Member
Member
- Join Date
- Jan 2007
- Posts
- 352
-
12-06-2011, 08:27 PM #42
Registered
- Join Date
- Feb 2009
- Posts
- 137
Guess I should have edited the first question instead of adding additional replies with follow up information.
I believe that I can use the VMware player to run multiple instances for the software. Each virtual machine can be established to a specific core on a multi-core machine so the power is there for the USB data handling to the CPU. Having two screens to display each machine (virtual machine) will reduce the confusion, machine A on the right machine B on the left.
-
12-06-2011, 08:40 PM #43
Member
- Join Date
- Jan 2007
- Posts
- 352
one word: DON'T.. ehrmm.. that is in fact two words, but you get the picture..
PC's cost little to nutt'n nowadays.. VMWare to control a CNC?.. are you crazy, suicidal, or both?.. CNC controls are not designed for that.. and believe me, unless you are a skilled professional with at least 10 years of experience.. you will not be able to control 2 CNC machines at the same time..
-
12-06-2011, 08:52 PM #44
Registered
- Join Date
- Feb 2009
- Posts
- 137
VMware is very stable and more than capable to this task. Just taking the idea that you say it takes peanuts to run and all the control is done on the USBcnc cpu board. If I need two pc's then I will run linux with emc. There are guys in our shop that run 3-5 VMC's at a time all making parts, just like they say set it and forget it!
-
12-07-2011, 01:12 AM #45
 Member
Member
- Join Date
- Sep 2005
- Posts
- 1195
Arie,
I have servo w/following parameter, I am just curious whether it works or not w/eding cnc. As you mention before that servo should have step/dir, I did not see mine here.
http://salecnc.com/catalog/product_i...0jn3q39tlqski2
-
12-14-2011, 04:05 PM #46
Member
- Join Date
- Sep 2005
- Posts
- 1195
Hello,
Any update?
-
12-14-2011, 04:07 PM #47
Member
- Join Date
- Sep 2005
- Posts
- 1195
Hello,
Any update on this project?
-
12-27-2012, 01:05 PM #48
Member
- Join Date
- Jan 2007
- Posts
- 352
this build is sleeping at the moment.. since i'm in the process of designing a steel encasing for the mill i've built earlier..
i promise to return here with updates as soon as the casing is built..
i'm just finishing the drawings at the moment.. they will be sent to a sheetworking company shortly..
-
05-13-2023, 02:15 PM #49
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
Guys, I'm back again.. it has been silent on this side, life wasn't too kind for me the last years..
the HMB C1 lathe project has stopped,
Why?.. Well.. I moved to another part of the country, was out of a job, so money was "too tight to mention"
But at the moment, things are starting to look a bit brighter..
What happened to the HBM project?.. Not much.. i was at the point where i needed to make an X axis motormount for the stepper.. the Z-axis motor could be bolted right to the machinebed.. But..
While this was on hold.. i got an order of 50 Titanium Watch Cases.. I used the HBM Lathe manually at that time, but to make watch cases.. i needed a CNC lathe.. and i needed it FAST..
That is why i bought an EMCO Compact 5 CNC, and i "Quick and dirty" converted that to EdingCNC, since the original EMCO Control of the Compact 5CNC... well.. to put it mildly..as we'd say in the Netherlands.. "I wouldn't let my dog piss on it..
in the mean time, i've made better and better macro's for EdingCNC, and i also wrote a Code Editor Specifically for EdingCNC.
Lately i also bought (as i said.. things are looking brighter) an EMCOturn 120.. and plans are to convert that machine to EdingCNC as well. not that the EMCOtronic TM02 control fitted to that machine is bad.. far from it.. i think it is very good, given the time it was made...but.. i want all my machines to run on EdingCNC (if possible)
With that machine.. if i convert it.. the old Control cabinet/console will be rendered obsolete, since i can put all the electronics in a nice cabinet in the base of the machine,
But then.. what to do with the control Cabinet/Console?.. Well.. the EMCO Compact 5 CNC will fit in this cabinet!..
And.. Since i already have a functional EMCO Compact 5 CNC, i only have to make some brackets to mount this machine in that Cabinet..
and this is how it is gonna look!, the machine is in the same angle as the Slantbed version of the Compact 5 (i believe it was called Concept 55 by Emco), so i know that will work, as a friend of mine has one..
I was also able to get a second Heidenhain Control Panel, which i will mount in a Console on a swiveling arm.
The original Frontplate can be retained as well, the only thing i have to do to it is mount some drawer guides to it to support the sliding door,
The sheetmetal on the inside protrudes a bit to prevent chips falling out on the guides.. , it is basically a "labyrinth seal" on the door and the machine.. also to keep Coolant in..
I will probably make a door in the front, or maybe two.. to store tools, the coolant tank, and the Computer.. although i might mount that in the gray block" under the machine..
at the moment i'm working on a new lathe macro, incorporating some of the things i really like from the TM02 Control from EMCO..
And.. Testing my Editing Software..I started writing programs in C# recently, and it is a great language.. way better and easier than Visual Basic.
This is the Editor , called E++, the F12 button brings EdingCNC to the Foreground, and with a macro written in a certain way, if you use one of the UserFunctions in EdingCNC, it saves the parameters to a file that is then loaded in E++ bringing it back to the foreground, where you can insert it into the code with F1..
The beauty part is.. this software is FREE.. but at the moment, only a dutch manual exists, As soon as i have translated the manual i will post a link here on the forum, this is the piece of software that enables you to write programs at the machine.. just like you were running a Fanuc, Siemens or Heidenhain machine.. and you can make it as cool as you like..
-
05-14-2023, 02:13 PM #50
Registered
- Join Date
- Aug 2014
- Posts
- 60
Cool great that you are back! I really enjoyed your previous builds and look forward to seeing this one progress Originally Posted by arie kabaalstra
Originally Posted by arie kabaalstra

-
05-14-2023, 09:42 PM #51
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
well.. i've been typing the prints off my Fingers lately. as i'm writing a new Lathe Macro for my machines, luckilly i've learnt quite a bit about programming, introducing programming concepts in the macro that were never thought of...Cool great that you are back! I really enjoyed your previous builds and look forward to seeing this one progress
I'm Using the same Subroutine for 3 operations.. by making the same movements, only the end coordinates are defined by the operations.. there's only one Facing routine, and one Turning routine, but these are also used in Chamfering and Filleting.
ISO G-Code is not an Object Oriented language, but i treat it as such..
Furthermore.. i'm using E++ as my main programming application for EdingCNC, while i write my Macro in Notepad++, since that has a split window layout to look up pieces of code that work like the one i'm writing at the time, only the parameters are different..
I have all kinds of work to do in the mean time, a Customer has ordered a Watchmakers workbench, But while i'm building that i have plenty of time to think of new features and cycles to incorporate in my macro.
I also noticed that the EdingCNC part of the Forum has grown.. so i might show you some things i dreamt up.. Like using POLAR Coordinates..i found a way to make a number of M Codes for that..
I will also probably show how you can use thes self written M-Codes in a G-code line.. as that is not that difficult, and it can be used for a lot of cool things..
Furthermore, i'm also thinking of features to add to the EMCO Compact 5 CNC as i showed in a previous post.. i might go to a breakers yard to see if i can find me a Front spring of a MotoCross Bike, to use that as a chip Conveyor.. with a Windscreen wiper motor attached to it..
I will also translate the User Manual for E++ , because i'm giving away this program for free,
-
07-10-2023, 02:17 PM #52
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
I've been busy lately...
i wrote a new Macro for EdingCNC, since the old one could use some improvements.
The old macro made "tiny programs" that were automatically loaded in EdingCNC on startup, and whenever you changed it, it was reloaded.
The Reloading has stayed, but the new Macro only makes "Cycle Definitions", meaning a block of Parameters for certain operations, that Cycle Definition is then written to a file, and My new E++ Editor automatically opens it, and then enables you to insert it in your program.
This means it is way easier to compose, and edit programs with multiple operations.
And Because E++ Automatically saves your code, it is automatically reloaded when returning to EdingCNC.
Long story short. E++ is now a "fully integrated" Code Editor/programming environment for EdingCNC..
and with the new macro i made a Test program:
What else than a TEST CARD would you expect?
i've made cycles that will operate in all directions, enabling me to machine the "backside" of features..
for instance facing the back of a flange (internal or external), or turning from the back to the front (prime turning), it's all there..
furthermore, i thought of mounting a new spindle motor to the EMCO, and i've been looking at Servo's.. but.. i realised last week, i had an 1800 Watt Motor "lying around"
This motor was originally intended for the HMB C1, that is now still conventional, with the frame still lying aroud in my shed.
So, i will tweak the design of the EMCO to fit this motor.
Also, i got a Second EMCO TM02 Housing..so i can already start the build.. in a while because there is some other work lying around waiting to be finished..
-
07-11-2023, 07:25 AM #53
Member

- Join Date
- Jun 2015
- Posts
- 4154
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
hello arie
please, will you show how you code that stripes zone, where it intersects with the circle ? i am curious how you are doing it
it reminded me of that tv image, when there was no signalWhat else than a TEST CARD would you expect?
if i may, carefull with specs, as regular z- cutting will push the stock into the jaws shoulder, while z+ may make the part fly-outprime turning for high specs, consider tailstock or more grippy jaws ... just saying, i guess you know such stuff / kindly
Ladyhawke - My Delirium, https://www.youtube.com/watch?v=X_bFO1SNRZg
-
07-11-2023, 10:14 AM #54
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
hello arie please, will you show how you code that stripes zone, where it intersects with the circle ? i am curious how you are doing it
G00 Z-15
;CYCLE FILLET FACING#1001=22.5 (X1)#1003=-17.984 (Z1)#1011=37 (X2)#1013=-19.944 (Z2)#4003=20 (RADIUS)#1201=0 (CONCAVE=0, CONVEX=1)#4001=500 (FEED)#4002=0.25 (DOC)#3999=6 (CYCLE INDEX);ENDCYCLE
M99
This is how i program it, there is some Math involved, because only the start, the end, and the radius of the arc are known..
I do have Absolute I and K values in my setup..
and the points on the radius?. for "hoggin' out" the bulk of the material?.. that is easy.. Pythagorean Theorem..
Because.. as i found out years ago, a Circle is nothing more than an infinite collection of triangles of which the Hypothenuse is a constant equal to the radius of a circle!
This was confirmed when i looked up the Mathematical function of a Circle, and i found: X² + Y² = R².. well.. i'll be damned!.. that does look a bit.. no not a bit.. that looks really familiar!!.. that IS the Pythagorean Theorem..!
When Writing Macro's with slopes and Radii.. Dust down your old Math Books!..
(i'm not good at math.. but strangely, no one seems to believe me)
That is EXACTLY what it is.... the person that started EdingCNC, Bert Eding, used to work at Philips, so this testcard image is familiar to him..it reminded me of that tv image, when there was no signal
True.. but if there's a chance that your part is pulled out of the jaws.. you didn't tighten it sufficiently..if i may, carefull with specs, as regular z- cutting will push the stock into the jaws shoulder, while z+ may make the part fly-out for high specs, consider tailstock or more grippy jaws ... just saying, i guess you know such stuff / kindly
for high specs, consider tailstock or more grippy jaws ... just saying, i guess you know such stuff / kindly

Another benefit, apart from the better Chip evacuation (away from the machined surface), and reduction of stress on the tool, it is also a great way to get rid of most of the burrs when machining.. a burr is always pushed up in front of the tool.. but if the back becomes the front, you end up moving the bur away from your part..
I use this for Titanium parts
-
07-11-2023, 01:31 PM #55
Member
- Join Date
- Jun 2015
- Posts
- 4154
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
hello
please, i was curious about the workflow, like for example what comes after that piece of code
and as i have seen, i am not sure, you can input values through an app
please, what is eding cnc ?That is EXACTLY what it is.... the person that started EdingCNC, Bert Eding, used to work at Philips, so this testcard image is familiar to him
when initiatly popped up on market, sandvick's prime inserts where of 2 types : a small one and a big one, that was guaranteed to achieve ap3 and f0.7..1mm/revoyou didn't tighten it sufficiently..
those are high, even for normal use, and when some guys wanna test it, it simply got the material out of the chuck
not breaking chips, are usualy handled by alternative z motion cutting, and/or zigzag toolpaths ...better Chip evacuation
as long as you are on the positive side, is oki'm not good at math.. but strangely, no one seems to believe me or something like that
Ladyhawke - My Delirium, https://www.youtube.com/watch?v=X_bFO1SNRZg
-
07-11-2023, 07:05 PM #56
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
The workflow..
Ok.. Here Goes..
when i need to turn something, i can either do it one cycle/operation at a time, or just program the lot in one go.
That programming is done in EdingCNC.
EdingCNC?.. INTRO! EdingCNC is a CNC controller unlike everything you have ever seen (unless you are a professional) develloped bij Bert Eding From the Netherlands.please, what is eding cnc ?
The Current User Interface was designed in 2007 by .. me.. i met Bert Eding at the annual Dutch CNCzone.nl meeting, and after telling him i liked the possibilities of the software (parametric programming) i added "but i hate the User Interface"
That was because i was used to Professional CNC Systems, like Fagor, Heidenhain and Mitsubishi, using softkeys for all kinds of functions.
So Bert then asked me :"You seem to have some solid ideas about what a User Interface should look like, could you help me with a new one?. since i made the current to test the software and hardware, and then the Customers came.. so i had to sell it with the current User Interface.."
I agreed on his offer to help him out, and i made the User Interface by designing it in Visual Studio.
Throug the years, a lot of functionality found its way into the software, like Dialogs, Logmessages and the macro File
A Dialog is quite straight forward, it allows you to make your own dialogs:
like so..
the parameters you set can then be used by a subroutine in the Macro File, you can for instance (like i did for this one) write a subroutine that uses these parameters to perform the programmed operation..
But.. Wait!. there's more..
Logmsg.. with LogMsg you can Write all kinds of text and parameter values to a file, originally conceived to help in Debugging Subroutines with self written cycles,and "quality Control"if you had a Touchprobe in the machine to put out a measuring report.
But i started writing "Snippets of code"with it.. after all, an NC File is a Plain text file..
So in the first iteration i had LogMsg write me a complete program with one Cycle, and i could also write them one after the other to another file to make a complete multi cycle program..
the Current Macro just writes the Cycles in a file, and whenever that file changes, something cool happens, E++, the G-Code Editor that i wrote, comes to the foreground, and with F1 you can then insert that file with the Cycle Definition into your program.
That is how i write my programs nowadays, basically like i was used to on a Heidenhain Control.
The User Interface by the way, looks like this!
Softkeys on the bottom of the screen, corresponding with the 12 F-Keys on a Keyboard, operable without a mouse.. mice belong inside a cat
on this menu, the User Menu, as it says in the righthand bottom, there are 12 fully customisable buttons, i.e. you can put your own image on it, and it is "linked" to a "User Sub" in the Macro File,
In this sub you can write the code you want it to execute , i put my dialogs in there..
so.. whenever i push one of these.. a Dialog Pops Up, and i enter the values, Hit Ok, and E++ Comes back up, and i insert the code written by the Macro to the program i'm composing at that time..
So a program (the one showed in EdingCNC) is made up like this.. First i set up the machine.. ToolCall, Rpm's, and a move to the Toolchange position.
M100 then stores that position in Memory, and M101 at the end of the program moves back to that position.. that means, when you want to change a tool, M101, and the machine moves to that position where you can change tools.
M99 (i nicked that from Heidenhain Controls) Calls the Subroutine that executes the last programmed Cycle, that is what #3999 is for.. that determines what cycle to call.
so.. after an M99 it looks at the value of #3999, if it's 1, it means Facing.. from the point where the Cycle was called to the point programmed in the Cycle Definition, with the programmed Feedrate and Depth of Cut
How to Write such a Cycle?.. Well, EdingCNC can use IF/ELSE, and While statements, so you just make up Code that moves from Current X to Programmed X ( #1001), then Moves with #4002 (Depth of Cut) until #1003 (Z) is reached..
The tricky part of my Macro Code is, that most of these Cycles also work the other way.. i.e. From Z- to Z+, for instance when having to face the back of a Flange
Writing these Macro's is a Completely different subject all in itself.. I will Cover some "Trade secrets" in the EdingCNC section of this Forum.
So.. Long story Short.. Programming is done both in E++ and in EdingCNC, i write the "Header" of the program by just keying in the appropriate codes, move to Toolchange point, store it, move to Entry point, then go to EdingCNC (with F12), Key in a Dialog, and it then automatically goes back to E++ where i simply press F1, to Insert the Cycle Definition code into my program.
And Because E++ has "AutoSave" whenever i go back to EdingCNC to see my program, i Immediately see the changes if i have that same program loaded in EdingCNC
-
07-12-2023, 01:42 PM #57
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
can a user modify the ui? eg. in uccnc anyone can make their own ui, is that possible in eding?
-
07-12-2023, 08:25 PM #58
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
 Yes and No.. You can Actually make your own GUI, but you have to be able to write that in C++, basically writing the lot. Originally Posted by ardenum2
Yes and No.. You can Actually make your own GUI, but you have to be able to write that in C++, basically writing the lot. Originally Posted by ardenum2
in the past, you could also do that in VB.Net, Which i actually did a couple of times, but that was for special machines.
One was an Engraving machine for Metal Labels that the customer put on Gearboxes.
the Layout was similar to the layout for a LabelPrinter, You picked a label size, and entered the text, Hit start. and the machine would engrave it for you.
This was done with a routine that "Broke up" the text , and Called Subroutines for each character, and in the Setup, you could also change the Fontsize.
The other was a Coordinate Punch Press to cut out shapes in Silicone Strips for Medical Instrument Sets, and Since this was "production" work, i needed a way to program it with a Single MouseClick.. So i Dreamt up this:
In the past that company used Excel to Document all the strips that go in a Set, Length, X and Y positions, Die Size and Die Number.. (these Dies were changed manually)
So.. Just Select the table for the strip you are making,, Hit "Program button"in the UI, and the Copied Table from Excel was pasted in a DataGridView in the UI, By then Running through that DataGridView you got all the positions, and a Display showing which Die you had to put in the machine..
But that is more or less Writing your own CNC Application..
If you want Certain Buttons on other locations? Sorry.. NO.. because every Button is there for a reason.. That is why you can't change anything in the Layout of the Control.. and to be honest.. Why on earth would you want to do that?..
No one is able to Change the UI on a Haas, Fadal, Fanuc, Fagor, Heidenhain, Mazak, Mitsubishi,Cincinatti, Elora, Grundig, Philips, Hurco or any other Professional CNC Control.. and there is a reason for that
Oh, Wait up.. i see it.. i just looked up UCCNC.. UCCNC.. well u might see it.. but i don't see CNC.. i see a screen that is even worse than Mach..way to many Buttons on the screen..
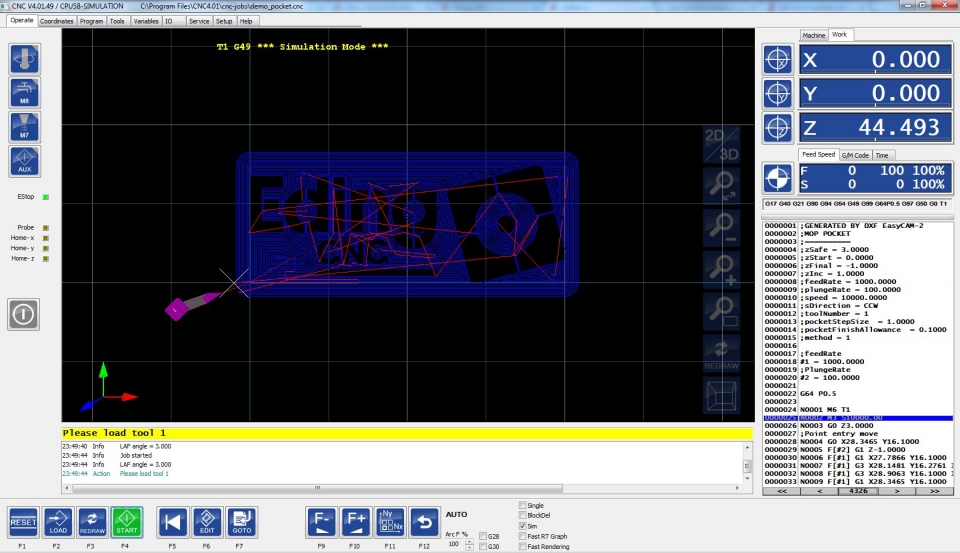
Compare this:

to This:
What immediately shows is the limited amount of buttons on the screen.. The sidebar on the left, you can Customize that a bit by hiding some of the buttons, you can also hide some of the Tabs in the top of the screen. The axes you use are the only ones you want to see, or.. even some you dont want to see.. I use the C axis on the Lathe for the Toolchanger.. but i don't want to see it, so the "Visible"Box isn't ticked in the Setup.
The buttons beside the DRO for each axis, is "redundant" they're only there for the people with a Touchschreen.
I have used a Normal screen for years and never missed a Touchscreen.. since the Heidenhain , Mitsubishi Fagor and Brother CNC Controls i used to work with also didn't have a Touchscreen..
I do Admit.. Touchscreens are nice, but not essential..
The Bottom Bar with Keys represent the 12 F Keys.. so you don't even need a touchscreen.. because 99% of the Functions can be operated with the F-keys..
You can Change the Button Images and there are 2 Menu's with "User Keys" and these are Customizable.
in these 2 menu's
in the Above picture i have changed the Icons for Lathe Operations, and in the Macro File i wrote the Subroutines that Perform the desired operation.
So F2 means Facing or Turning, F3 is for Chamfering, F4 is for Filleting, F5 Grooving, F6 Drilling.. F7 is for Turning Pockets with a "Blind bottom" i.e. no center hole, and F10 and F11 are for Calibrating
For me that's more than enough modyfiyng..
I still don't see why you would create your own screenlayout for a General CNC controller.. Like said before.. the other professional brands don't offer anything like that.. so why would someone not being a Professional CNC machinist want the opportunity to change that?.. or do you also have a car with the First Gear and Second Gear combined in the Left Pedal?.. the Reverse Gear in the Middle and the brake on the right, and the Throttle on the Steering wheel?.. 1908 just called.. they want their T-Ford Back..
So many People get the UI so Utterly wrong.. i've been working with all kinds of Controls.. really all kinds.. Fagor, Fanuc, Fadal, Brother, Mitsubishi, Cincinnatti, Elora, Grundig, Heidenhain.. and most of them i could Figure out without a Manual, but then in 2007 i found Mach.. i could just not figure it out.. all these functions, of which i didn't understand what they did.. or why you would need them..
That is the main differenc between EdingCNC and "all the other PC Based CNC Controls, most of them are written by people who can program allright.. but don't have a clue on how to run a CNC machine..
Bert Eding on the other hand.. used to work at Philips on the CNC Department.. he knew all about how to run one.. and to design the UI he asked the help of a Professional Toolmaker who was churning out parts on All kinds of CNC machines on a daily basis... me...
That is why EdingCNC ended up looking somewhat like a Heidenhain Control.. because that is about the easiest one to operate..
-
07-16-2023, 05:51 PM #59
Member
- Join Date
- Jan 2023
- Posts
- 436
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
I agree about the cluttered UI's, that's the main reason why I asked if I can change stuff, but edings UI looks very clean, I hope I can turn it 'dark mode' ?. Any program I use I change the ui, way too many buttons, buttons too small, poor color visibility, screen too bright etc.
I actually hate touchscreens. I want to operate my machine from a different room even if it means having 10m long cables for the screen mouse and keyboard, not necessarily operate it remotely through some networking gimmicks.
-
07-16-2023, 10:48 PM #60
Member
- Join Date
- Jan 2007
- Posts
- 352
Re: Kabaalstra is back, CNC-ing a Small Slantbed lathe
that is only with PC Based "Hobby" CNC Controls.. I've looked at a few of these.. and immediately after.. i had the urge to rinse my eyes.. with THIS!I agree about the cluttered UI's, that's the main reason why I asked if I can change stuff, but edings UI looks very clean, I hope I can turn it 'dark mode' ?. Any program I use I change the ui, way too many buttons, buttons too small, poor color visibility, screen too bright etc.
But...
How about:

Note that every grey Button under the screen is directly under a rectangle on the screen.. these are so called SoftKeys.. they only have a function if that is displayed on screen.. and only that function at that time..
That is how I proposed the UI for EdingCNC Should be.. back in 2007 Just after Meeting Bert Eding, the creator if EdingCNC, He agreed, he even asked me to help him out.. and i did.. the Current UI of EdingCNC is my design..
The biggest difference between operating a Heidenhain Control or EdingCNC?.. Eding has 12 instead of 8 Softkeys..
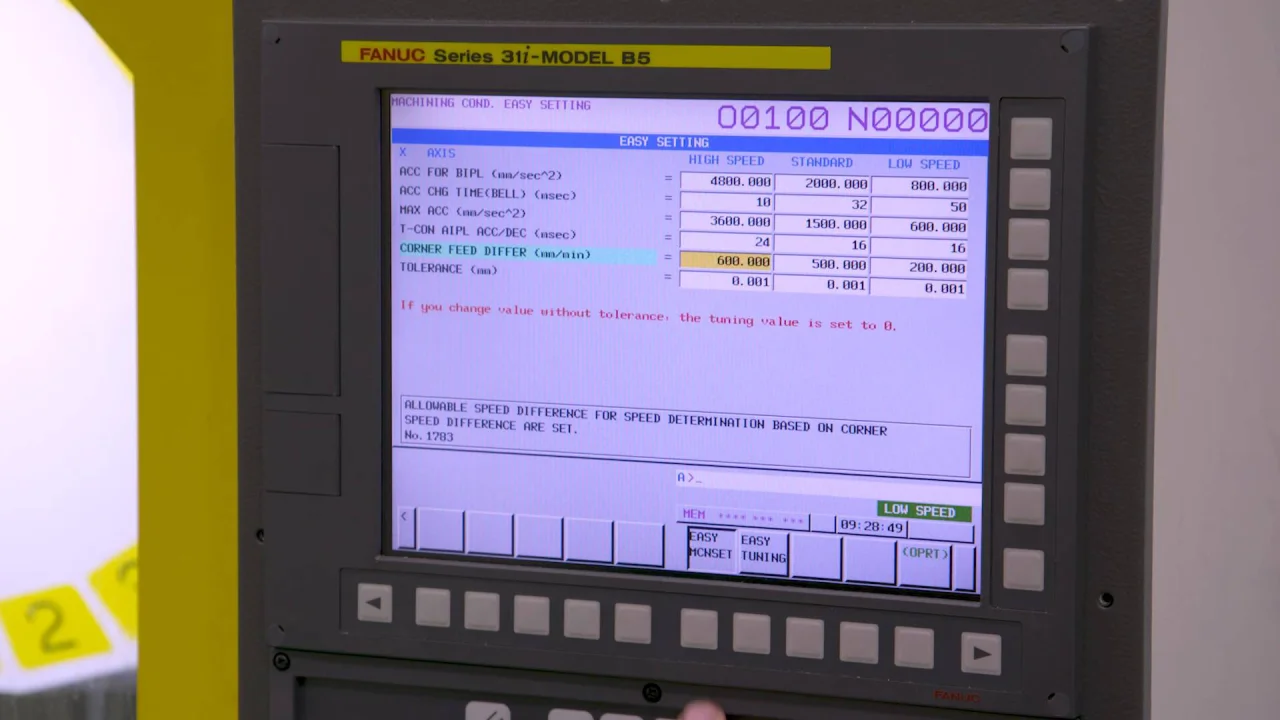
Now look at this!.. a Fanuc Control.. Same story.. Softkeys under the Screen.. Same story.. in this picture only 3 buttons are functional
And the same goes for Mitsubishi DWC 200 H and FA Series Controls, as wel as Sodick. (al LWire EDM machines)
In my opinion, this is the way to go.. Less buttons, more functionality..
Professional Industrial CNC Controls normally have a rather Dull looking UI, but if something demands your attention, it immediately stands out
Turning to a Dark scheme?.. in Eding?.. why wou... wait.. YES!.. that is possible.. with the Current Beta V5.00
It 's still Beta.. and i think i need to talk about it before the Release version hits the internet.. it needs some Cleaning up.. But.. yes, it has a Dark theme..
Well there is nothing wrong with a touchscreen, but it isn't needed.. neither is a mouse.. i have NO mouse on my EdingCNC operated Milling machineI actually hate touchscreens. I want to operate my machine from a different room even if it means having 10m long cables for the screen mouse and keyboard, not necessarily operate it remotely through some networking gimmicks.
(i do admit that i have a Touchpad in there.. but i rarely use it..)
But.. YES that is a Heidenhain Keyboard.. i re-programmed it by using a Pokeys 57 card that allows you to program a Matrix Keyboard..
And at the moment, i'm in the process of designing my own Keyboard, Compatible with Both the Pokeys device and the EdingCNC UIO-10 which is a card that enables you to make Function Keys for a large number of Functions, and Especially the User Keys.
These User Keys are the Coolest thing ever.. you can write your own Code to these buttons.. so if you program a certain Cycle in the sub that is connected to that key.. it wil run that cycle.. (My use of these keys is way different.. but has a comparable outcome.. more about that later on.\
you could install the PC somewhere else, or put the screen and keyboard on longer cables.. or.. even use 2 screens and 2 keyboards.. why not?..
I once had made a Control Console hanging on the wall about a metre away from my machine.. no problem..
Now about those User buttons..
Standard you have 20 UserButtons, for 20 Customizable Subroutines.. these are in the Macro File (there are 2 macro Files now, one for machine functions like Toolchange and Homing, and a User macro for Subroutines you put in there yourself.
What i did.: I program a lot at the machine, as a matter of fact i only used CAM software for my lathe Once..
So.. how do i program everything on the lathe?.. I have written a number of Cycles, standard operations like Facing, Turning, Chamfering, Filleting, Grooving, Drilling.. and i have a Dialog for the Userbuttons.. Userbutton 1 is Facing or Turning, Userbutton 2 is Chamfering, 3 is Filleting, and so on..
when filling in these dialogs and hitting Ok at the end. i write the aquired data to a file (with LogMsg) and this brings E++ to the foreground automatically.
I then can insert this file in my program (E++ is a G-Code Editor i wrote with this in mind)
So you compose a program, you start with the standard G-Codes for RPMs, Feedrate and so on (and your blank size), then move to a safe position to change tools, and save that position with M100 (which i also wrote myself), Change the tool, program a move to close to the workpiece, and there i insert my Cycle, and Call it with M99 (Also written by me, and i nicked it from Heidenhain)
And this is what E++ looks like.. i used the same button Templates as EdingCNC does, to give it a familiar look and feel.. The ;CYCLE and;ENDCYCLE tags are merely comments, but they show you what goes in a Cycle.. and you can edit these if so desired..
Yes,, i know.. it should have a Dark theme as well.. I plan to make that in the near future as well as "Profiles"To make it possible to program for multiple machines But you will need a copy of that machine on your PC.. with an Up to date Tooltable, because the Tooltable (F2) is loaded into E++, so it shows the tools currently in the machine..
The point is.. I see EdingCNC as the only affordable Professional Control, because i've been using it professionally from 2009 (just a year after i put it on my machine, and now 3 of my machines are running on EdingCNC, and 2 of them have a Heidenhain Control Panel..
I do hope there is interest in a professional Controlpanel for EdingCNC controlled machines.. because, like i said, i'm working on that..
Imagine a Control panel looking like a Heidenhain panel, with a keyboard, and all the machine functions built in..
something like this.. but i've already changed the Keyboard section, more keys, and a spaceBAR instead of a button..that was one thing i didn't like about the Old Heidenhain panel..
On the Screen, by the way is a dialog from EdingCNC for a filleting operation.. after i hit enter the dialog can be inserted in a program.. and the F12 key will send you back to EdingCNC to program the next operation.. Pretty cool huh?
By the way.. the E++ Code Editing Application will be FREE.. as it is simply just a Code Editor, the functionality depends on your own programming skills.. but programming isn't that hard.. i can't say i never had one lesson, but i didn't get that much education on that subject..
As soon as i have translated the manual i will share the link here..

 Reply With Quote
Reply With Quote
Similar Threads
-
Thread small in back
By jeffm in forum Daewoo/DoosanReplies: 13Last Post: 02-07-2013, 05:47 PM -
has anyone tried a slantbed lathe??
By marx911 in forum Uncategorised MetalWorking MachinesReplies: 8Last Post: 06-21-2012, 05:28 AM -
Small screw with back and forth motion
By breathe in forum Maintenance DIY DiscussionReplies: 3Last Post: 10-29-2010, 05:49 PM -
possible build: slantbed lathe
By bramvh in forum Uncategorised MetalWorking MachinesReplies: 0Last Post: 10-26-2010, 01:44 AM -
Slantbed Taig CNC Lathe
By sprinter in forum Taig Mills / LathesReplies: 4Last Post: 02-22-2009, 05:12 AM
