



Hello there!
I'm trying to calibrate the length of my TS640 Heidenhain touchprobe using iTNC530 controller.
The X and Y axis are no problem, (using a ring of calibrated radius), but the length (Z axis) won't work. I don't know what I am doing wrong.
I'm using the manual, 2.2: calibrating a Touch Trigger Probe.
This manual says:
- Set the datum in the spindle axis such that for the machine tool table Z=0
- Go to touch probe Cal L soft keys
- Enter the tool axis (Z in my case)
- Datum: enter the height of the ring gauge: (30 mm in my case)
- The menu items effective ball radius and effective length do not require input
-move the touch probe to a position just above the ring and gauge
-to probe the upper surfacce of the ring gauge, press the machine start button.
I did all the above things.
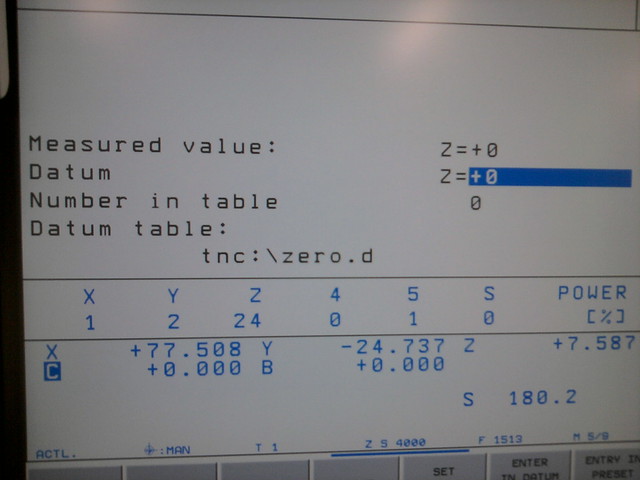
So first I set the datum z=0 using the touch probe, by touching the table
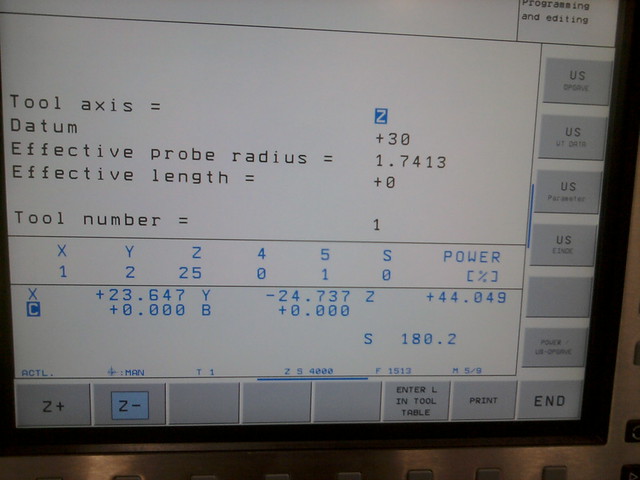
Then I go to the Cal L menu:
And I entered datum:30 for the height of the calibration ring.
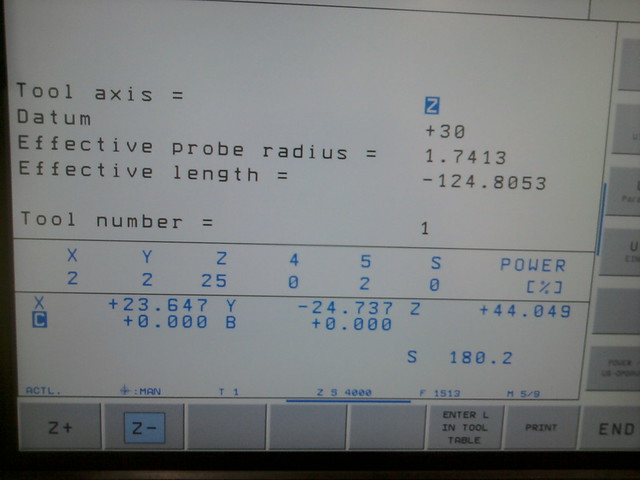
Next thing I do is to touch the ring top:
The effective length is now changed.
Next I press: enter length in tool table
This length is indeed entered in the tool table:
BUT NOW THE PROBLEM:
To check if the calibration is correct I retouch the table and this is now again z=0, OK correct. Then I touch the top of the ring: Z=+30,, correct again!
BUT the position mentioned by the controller is incorrect. After touching, the tool always retract x mm's (let say about 10 mm), so after setting the datum the actual position should be about -10mm, but instead it's always in the order of -150 mm. So the position is incorrect.
Anyone any idea?
Results 1 to 3 of 3
-
04-11-2012, 09:58 AM #1
 Registered
Registered
- Join Date
- Oct 2011
- Posts
- 0
Heidenhain iTNC530 touch probe problem
-
04-11-2012, 11:35 AM #2
Registered
- Join Date
- Oct 2011
- Posts
- 0
FYI: The machine also has a Blum laser measurement system to measure the length of the tools.
What I don't understand: how does the controller knows the length of the touch probe? It measures the difference between the table and the top of the ring = 30 mm, but how is it possible to extract the tool length out of that?
-
04-15-2012, 12:31 AM #3
Registered

- Join Date
- Dec 2011
- Posts
- 99
Negative effective length?
")
Effective length determination step by step:
- TOOL CALL 0 Z (Length = 0)
- The empty spindle (Length = 0) to set the zero point Z
For example:

Display: ACTL. Z=70!
- TOOL CALL 1 Z (TS641)
- CAL L softkey
Tool axis = Z
Datum = +0
Z- softkey

The effective length of the actual length of TS641 now (approximately +140 mm)!
- The measured effective length of the tool table can be entered!
Have a nice day!


 Reply With Quote
Reply With QuoteSimilar Threads
-
HEIDENHAIN iTNC530
By aliaghaei in forum Drilling- and Milling MachinesReplies: 4Last Post: 09-10-2018, 07:52 PM -
Heidenhain TS-112 touch probe
By rooj65 in forum Deckel, Maho, Aciera, Abene MillsReplies: 2Last Post: 12-24-2017, 10:01 AM -
need postprocessor for hypermill to heidenhain itnc530
By stripper in forum Post Processor FilesReplies: 0Last Post: 07-17-2011, 10:18 AM -
Heidenhain iTNC530
By Jay Roy in forum CNC (Mill / Lathe) Control Software (NC)Replies: 1Last Post: 03-07-2011, 06:31 PM -
Heidenhain iTNC530 First StartUp
By Leha_Blin in forum CNC (Mill / Lathe) Control Software (NC)Replies: 1Last Post: 11-29-2008, 06:30 PM
