



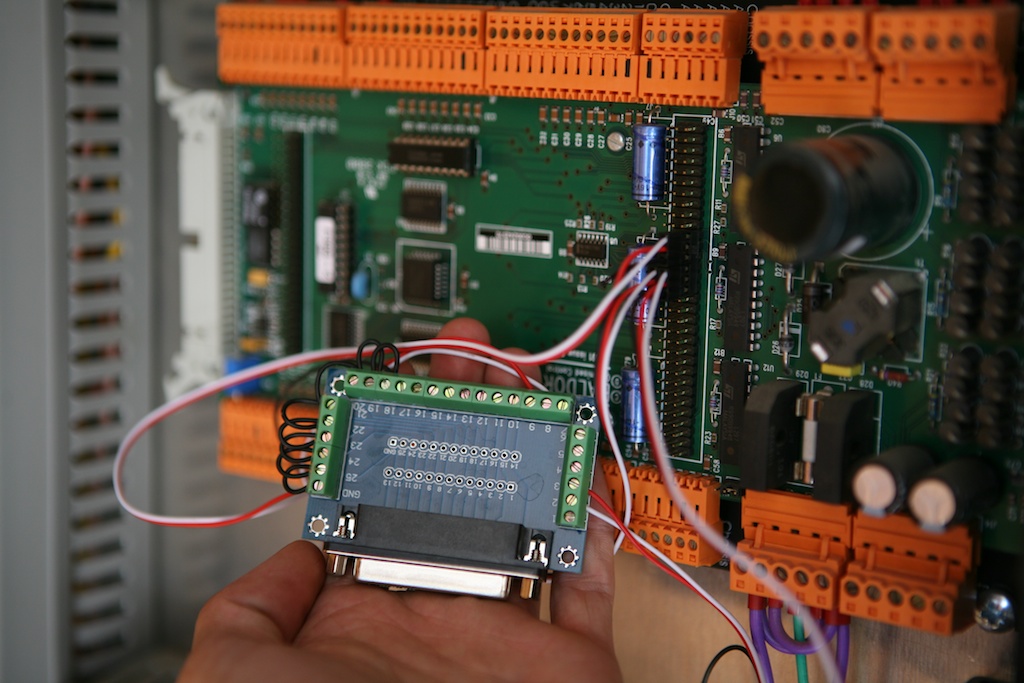
This is the way I ended up setting it up, just tying all the grounds together.
BOB by bedheadben, on Flickr
Results 61 to 78 of 78
-
09-08-2012, 08:35 PM #61
 Registered
Registered
- Join Date
- Jul 2012
- Posts
- 0
-
09-08-2012, 09:05 PM #62
Gold Member

- Join Date
- Nov 2009
- Posts
- 4415
It worked quite well. I havent tinkered with that lathe lately. I repurposed the controller to a mill and 3D printer combo.
 Originally Posted by bedheadben
Originally Posted by bedheadben

-
09-09-2012, 04:22 PM #63
Member
- Join Date
- Apr 2003
- Posts
- 354
Hey Ben, had a minute before heading back to the hospital so here's a couple screen shots from my MicroMill/lathe setup. My controller is very similar to yours but the output locations are marked different so that may (or may not) make a difference comparing to yours. Also the motor speeds are very conservative but it should work as a starting point. I'm not an expert on this stuff but did a lot of of fiddling around until it worked consistently....which it does.

Good luck!
-
09-09-2012, 07:20 PM #64
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
Wow that is conservative. Velocity will be the maximum you can achieve at any time (during rapids) your feedrate determines speeds during cuts. I could run 40-60ipm all day it is the accel that will cause the stalling. I typically run 1/10th of my velocity settings. Not that it is right or the only way but it is working for me. On my G0704 this morning my velocity was 120 and accel was 20. No loss of position at 100 repititions at 100ipm feedrate during my warm up routine. If 3 axis are moving at once, it divides the feedrate so each axis is only running 33.3333 ipm or so it appears. If only 1 axis is called for, it is flying at only 100ipm! Hoss has run 300. I am sure I could attain much higher speeds but this was fast and smooth.
-
09-09-2012, 07:33 PM #65
Member
- Join Date
- Apr 2003
- Posts
- 354
Yabbut you have a modern controller with modern stepper motors. This was with an old (1996) control with old round case 80 oz/in steppers. I can only dream of your speeds. Originally Posted by Fastest1
I set it up very conservative 'cuz it was used on an almost 1100 part run that had to have a complex, very precise setup and 2 simple moves.
I can say that it did run perfect with nary a skipped step. I'll get some better equipment down the road I hope. For now, I make do the best I can with with what I can afford.
The Denford ORAC lathe shown above that I'm retro-ing at least has some better stepper motors using the same control and I have it set up at a blistering 25 ipm but at least it's consistent as well as having far more torque.
-
09-09-2012, 08:00 PM #66
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
If you are getting those kind of results from the round bodied originals. Stick with it. Newer isn't necessarily better. Faster isn't either. Not even important on these size machines.
A lazy man does it twice.
-
09-10-2012, 08:00 PM #67
Registered
- Join Date
- Jul 2012
- Posts
- 0
So I got it to move back and forth a tiny bit, but then it locks up again. Maybe it just needs to be lubed? Could I use Ballistol on this thing?
-
09-10-2012, 09:07 PM #68
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
Is the acceleration rate so high it is stalling?
-
09-10-2012, 09:15 PM #69
Registered
- Join Date
- Jul 2012
- Posts
- 0
I only have it set to 1 but I'll try turning it down to .3. Originally Posted by Fastest1
-
09-10-2012, 09:28 PM #70
Registered
- Join Date
- Jul 2012
- Posts
- 0
I still can't get it to move more than maybe 1/16th of a turn. And sometimes it won't even budge at all, but it always sounds like it's trying to move. In fact, I can hear it ramp up, hold, then ramp back down. I still don't have any response from the Z motor at all after that BSOD I had.
-
09-11-2012, 08:27 PM #71
Member
- Join Date
- Apr 2003
- Posts
- 354
Ben, check to see if you might have clicked the "Jog Mode" button (bottom left portion of the screen) in Mach Turn. It toggles the Jog Incremental mode on & off. That makes it jog a preset small amount at each press of the arrow key instead of jogging until you let off the key. Originally Posted by bedheadben
If the little box is lit up green next to "Jog Inc." in the upper right of the screen, that's your problem.
If that's not it, I'd start from the beginning carefully rechecking every connection at the controller and maybe a Mach uninstall/reinstall if you had a computer crash.
-
09-11-2012, 09:11 PM #72
Gold Member
- Join Date
- Nov 2009
- Posts
- 4415
DB, good point on the jog button. Also if you push "tab" on your keyboard, an mpg flyout will appear. Make sure step is not selected. Should be cont.
A lazy man does it twice.
-
09-14-2012, 09:43 PM #73
Registered
- Join Date
- Jul 2012
- Posts
- 0
I have tried in both jog modes and it doesn't seem to make a difference. I need to start testing the connections on the machine I guess. I'll try a Mach reinstall too. It's frustrating that the motor is trying to move but it's not. Originally Posted by DICKEYBIRD
-
09-14-2012, 10:57 PM #74
Member
- Join Date
- Apr 2003
- Posts
- 354
Sorry it wasn't the jog thing Ben. I'd hook up to the pins exactly as shown in the earlier diagram including the grounds. Triple check everything at the controller and at the B.O.B. and re-check your Mach set up. You sure you have a good parallel cable?
For me, it's always something really stupid simple that I missed or mis-read somehow.
Good luck!
-
09-14-2012, 11:02 PM #75
Member
- Join Date
- Apr 2003
- Posts
- 354
Oh yeah, one other thing. Turn the stepper motors/leadscrews in both directions by hand with the power off to make sure it's not bound up mechanically or something and then disconnect the limit switches to make sure they're not tripped. Come to think about it, I disconnected mine and never got around to hooking them back up.
-
10-04-2012, 06:54 PM #76
Registered
- Join Date
- Apr 2007
- Posts
- 14
Not to hijack the thread, but I am working on converting a machine with the same board to EMC2.
The BALDOR pinout that you posted (Bedheadben) is great, but which pin is A1? The board is mounted upside down in both of our applications so is A1 at the top right or botom left?
-
10-04-2012, 07:13 PM #77
Registered
- Join Date
- Jul 2012
- Posts
- 0
A1 would be the top right pin if you are looking directly at my board. The columns go something like this: Originally Posted by creighta
C1 B1 A1
C2 B2 A2
C3 B3 A3
and so on.
Dickeybird, the motors turn just fine by hand but I don't know where the limit switches are. I definitely have a good parallel cable, I tested it for continuity. What's concerning me is that the Z motor was making noise before but is completely silent now. Are there any kind of breakers or fuses I should reset/replace in this thing?
-
10-07-2012, 12:54 AM #78
Member
- Join Date
- Apr 2003
- Posts
- 354
I'm not sure if/where the switches are on the MicroTurn but there should be at least 2 for homing. Originally Posted by bedheadben
The ones on my MicroMill are typical little lever style micro-switches mounted on the inside of the stepper motor mounts with a 1/4" rod attached to the slides. When the table gets near one end of the travel, the rod hits the switch and stops. Looking at the original pics you posted there are 2 bundles of wires going to each stepper. One bundle goes into the motor, the other should have 2 wires plugged into a micro-switch. I'm not sure if they are even active right now since the only signals to/from Mach are your step/direction connections. I'd disconnect them anyway in case the board looks at them and maybe shuts down?? Mine were long ago disconnected and I was so excited to get it going I never reconnected them.
The fuses are in little pop-out holders on the left side of the DIN rail inside the back of the enclosure. They look different than mine but the center should pop out and rotate revealing 2 fuses; the top one is a spare.
Good luck & keep on keepin' on!:cheers:

 Reply With Quote
Reply With QuoteSimilar Threads
-
Accel setting for Sherline Rotary cutting Wax?
By edferg in forum Mach MillReplies: 0Last Post: 03-28-2011, 08:31 PM -
Help with setting home on FC 3.0 and Sherline 5410
By kclank in forum FlashCut CNCReplies: 3Last Post: 05-26-2010, 01:04 AM -
Sherline Lathe & Bob Cad-Cam v23
By tip in forum Mach LatheReplies: 1Last Post: 08-09-2009, 01:47 AM -
7x CNC Lathe or sherline?
By Jason23 in forum Uncategorised MetalWorking MachinesReplies: 0Last Post: 09-10-2008, 06:08 AM -
What Sherline Lathe Accessories To Buy And When?
By Too_Many_Tools in forum Mini LatheReplies: 6Last Post: 10-11-2007, 05:46 AM
