



Hi Viktor;
And if that is exactly what TrickyCNC was thinking, it is exactly different from what I had been thinking ! My mistake! I was still thinking of a rotating cutter and a rotating stock.
That looks very good. Would it be possible to swap the stock motor for a stepper to do wrapped work? More photos are always good!
I hope you enjoy the warping process ... I hope to release a second version Real Soon Now ...
Cheers!
Thread: using my CNC router as a lathe ?
Results 21 to 40 of 52
-
11-04-2012, 07:18 PM #21
 Registered
Registered
- Join Date
- Jan 2008
- Posts
- 853
Paul Rowntree
Vectric Gadgets, WarpDriver, StandingWave and Topo available at PaulRowntree.weebly.com
-
11-04-2012, 07:56 PM #22
Member
- Join Date
- Jan 2007
- Posts
- 1795
paul
you were thinking rigth... my first test was flipped over and endmill and sharpened out the shank... and it worked..
spindle was turned off, and shank was acting like a round tip lathe cutter..
also that is my next step, to put a gear, timing gear on the lathespindle and drive with a stepper..
just beside daily work it comes very slow :-)
now im happy some folks can use my idea..
edit
i know why you did think that way... also understand the logic when you pointing to an excessed force on the bit..
yes in case a metal it wouldnt work well ..
isnt youre an engineer :-))
in case a lathe cutter happen a few thing more...first the cutter has an edge ""perpendicular"" to the cutting direction opposed with the endmill where cutting really can increased to a limit where tool break million part..
-
11-04-2012, 08:11 PM #23
Registered
- Join Date
- Jan 2012
- Posts
- 394
I think you are referring to this? 4th Axis Router
I am designing mine in a similar way. The gantry will overhang enough that I will be able to mill a 12x12x(up to 100") square block on the lathe. Or, a 16x16x(up to 100") octagon block.
It would be very nice, to be able to mill a 16" diameter column for a high end house that will have carvings in the column, like a bear cub trying to crawl up it. I could see that being very profitable too. Similar columns, that aren't even carved, are selling for over a grand.
-
11-05-2012, 10:14 AM #24
Registered
- Join Date
- Aug 2011
- Posts
- 617
Paul
My fault if I confused things !
When I opened the thread, Viktors set up was exactly what I had in mind. And I think the easiest/safest.
The use of the rotating bit in the router, and rotating work in the lathe was my mind just going off an a tangent - thinking out loud if you like. I will try this with a largish cheap bit I have, from one of those cheap multi router bit sets you can get,
I got some done over the week end - but it was mostly in my head, so nothing to show here yet.
I've sorted out an old B&D variable speed electric drill, which I will use as the drive and head stock. I have found a drive center that fits it nicely.
I've also sorted out a live and dead center for the tail stock, which I will 'make' in a fixed position to start with. All the turning I have to do for this order is 6" long, so I just need to be able to tighten up the tail against the head, rather than have it moveabvle for different length work pieces.
I might get some pictures today
RichMy 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
-
11-05-2012, 01:27 PM #25
Member
- Join Date
- Jan 2007
- Posts
- 1795
the confusing comes as wrapping always was for the carving.. however folks used for simply rounding a square column too..
tough for a simple rounding already not affordable, yet can be done..
thats why when i tried to show it many of didnt understand how a lathe can work without cnc control... only by itself driven by a simple motor..
paul is a highly educated chemist.. possible a lot more mathematical background like most of us..
falcon your machine looks very great, i like the large motors on, and also looks great the built in steel parts..
to understanding better how much slow the wrapping for a simple rounding in reality this, heres an example
Victorian Porch Spindle - Detailed item view - Front porch spindles, railing, balusters, wood rail, exterior balustrade
companies are selling a porch spindle around 30-40 ... some even for less, 25
imagine material at least 10-14... so how you can be made it with wrapping, and milling hours long?
whos going to pay for?
thats why need on a combined way, using the turning what for... and using the wrapping also what for affordable..
i choosed a cast iron ready lathe, because for this money, 250 is not possible to build anything close..
also, with wrapping and milling youll get very rounded corners due to large dia endmills..
-
11-05-2012, 03:48 PM #26
Registered
- Join Date
- Jan 2008
- Posts
- 853
Ha! Most times when I hear this it is because I have done something really (!) boneheaded ... Originally Posted by victorofga
Originally Posted by victorofga

This is a very good point Victor, I hadn't thought of that. See, a bonehead!also, with wrapping and milling youll get very rounded corners due to large dia endmills..Paul Rowntree
Vectric Gadgets, WarpDriver, StandingWave and Topo available at PaulRowntree.weebly.com
-
11-06-2012, 06:31 AM #27
Member
- Join Date
- Jan 2007
- Posts
- 1795
paul
it is not bad... you see trough on numbers everything.. like engineers.. that basically good,, with cnc we cant ride on ideas... numbers, and equations... that works only..
i saw many times folks run after charts, tutorials, instead to understanding whats behind..
particularly this example shows, to laying out the idea on paper and pulling out the vectors (of forces) will show why a lathe cutter can work...
-
11-06-2012, 07:47 AM #28
Member
- Join Date
- Jan 2007
- Posts
- 1795
i made some pics.. to showing these...
the first shows the endmill going forward and how vectors are..
the second shows an angle, what is important, because if this angle too low, then worn out became excessive..
3rd picture is the lathe cutter and you can see the vector layout very similar..
what is common, both tool acting bad if you try to feed along the cutting edge.. (like try to drill with endmill)
so virtually the endmill could work, if you were use the flute.. the ground edge of the flute..
and tool would be stationary.. while material going forward...
-
11-12-2012, 01:14 AM #29
Registered
- Join Date
- Aug 2011
- Posts
- 617
well it nearly works.
The theory is good, but the chuck on the old drill has a fair bit of side to side play, which causes chatter and a bad turning.
I made a live center and tail stock from bits and pieces.

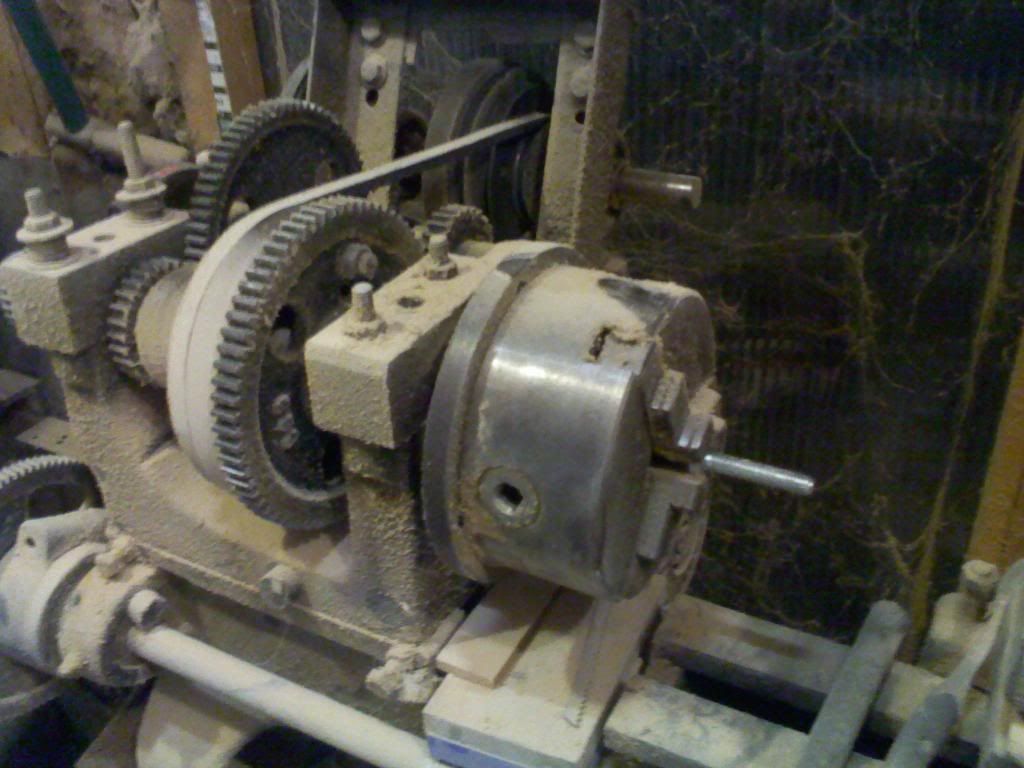

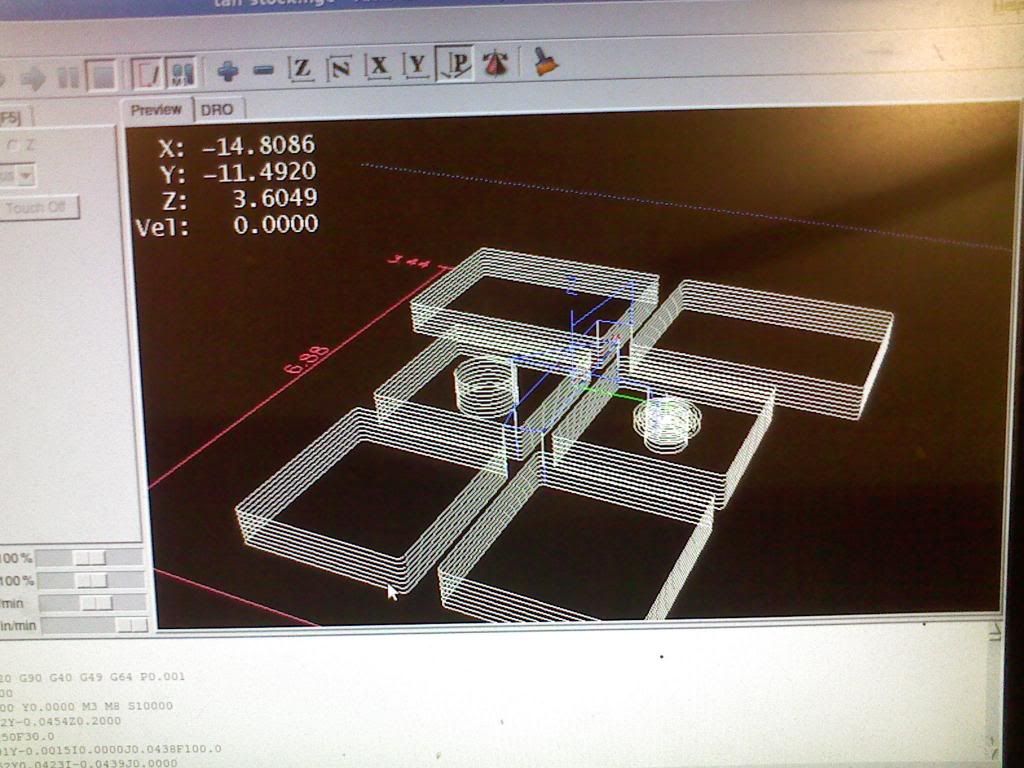






Laid it out with the drill (headstock)

Tested it - it is now a stand alone lathe
Screwed it to the CNC bed

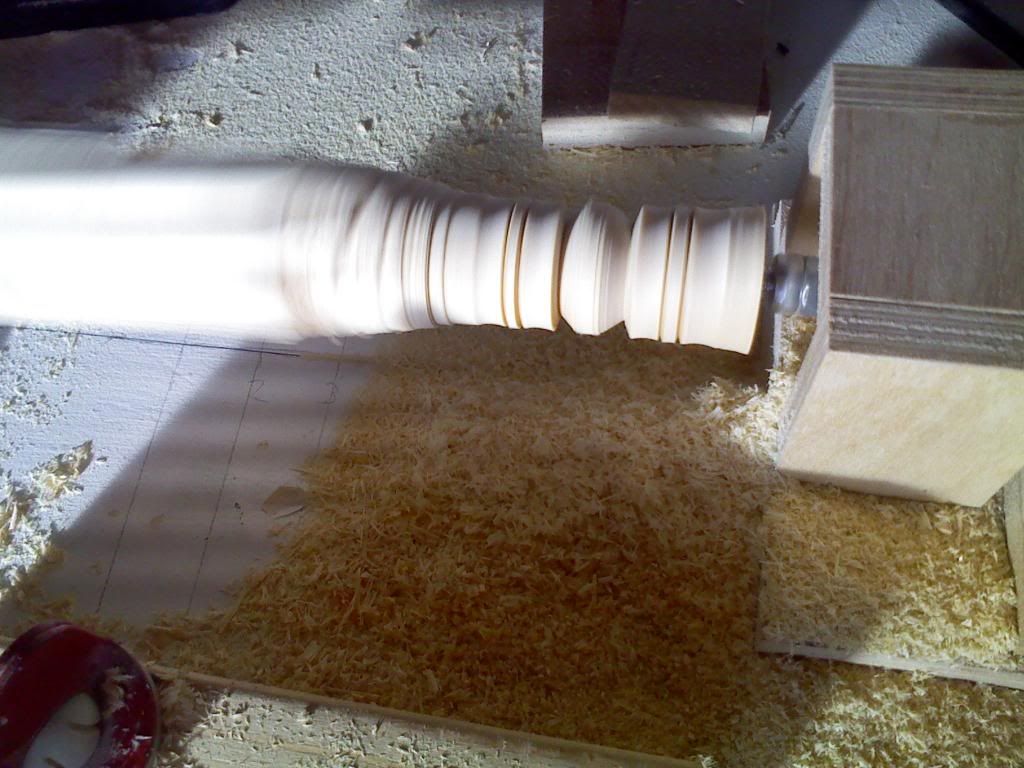
It worked quite well with soft whitewood

That's about all the photo's for the weekend.
I tried it with oak - which is what I need it to work with, but it chattered away and struggled a bit as the drill chuck had too much sideways play.
I'll make a supported drive center in the morning, to take up any sideways thrust, and try again.
Thanks for looking
RichMy 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
-
11-12-2012, 01:25 AM #30
Registered
- Join Date
- Aug 2011
- Posts
- 617
I got paid up front, and have ordered another stepper driver to make it a proper 4th axis.
I have a stepper motor, and a 3 jaw lathe chuck, so i don't need much more.My 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
-
11-12-2012, 01:58 AM #31
Registered

- Join Date
- Feb 2009
- Posts
- 1290
Very good Tricky, it can be done!
Thank You.
-
11-12-2012, 03:05 AM #32
Member
- Join Date
- Jan 2007
- Posts
- 1795
tricky
thats awsome..
tough i used real lathe cutters but im glad to see routerbit also works..
by the way... what machining time you got for one piece? and of course what size this spindle?
-
11-12-2012, 03:23 AM #33
Member
- Join Date
- Jan 2007
- Posts
- 1795
actually i have a smaller lathe too... also harborfreigth...
Benchtop Wood Lathe - 8" x 12"
another from harborfreigth
14" x 40" Lathe with 7" Sander
-
11-12-2012, 08:54 AM #34
Registered
- Join Date
- Aug 2011
- Posts
- 617
Thanks both
the workpiece in the last photo is about 8" between centers.
I will try a lathe cutter mounted on the Z, I just used the router because it was already to test .
It did take a while to cut this - I could have easily cut it faster by hand !, but I was running everything REAL slow as I had no idea what was going to happen . I was running at 3 IPM max . I need to try many different feed speeds and pass depths I think , before I figure out how everything behaves, but 1st I need to stop the sideways play in the headstock.
My 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
. I need to try many different feed speeds and pass depths I think , before I figure out how everything behaves, but 1st I need to stop the sideways play in the headstock.
My 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
-
11-12-2012, 01:34 PM #35
Gold Member
- Join Date
- Apr 2009
- Posts
- 5516
Rich,
That came out great for a first attempt! Keep up the good work!
-
11-12-2012, 03:08 PM #36
Member
- Join Date
- Jan 2007
- Posts
- 1795
with turning, you dont have to go 300 ipm... also you can not..
this is i tried to pointing out..
with the wrapping, what folks try to using you going to be very slow, despite the high feedrate..
this one work could pay off you a small lathe by harborfreigth..
if you have sharp corners... i think the 3 ipm must give a very good finish..
somewhere 6 ipm will work for finish..
this size can be spinned about 1500... and you can use little faster for roughing and slow down for finishing..
about 4-5 passes on this part.. time is sure under 8 min..
-
11-12-2012, 04:03 PM #37
Registered
- Join Date
- Aug 2011
- Posts
- 617
Thanks Louie
It's quite a challenge trying to figure the software movements out so it is compatible with lathe type work !
even just going from square stock, to round is not as easy as a manual lathe. Only then can you start with the shape toolpath
Thanks Victor
The slow speed I was using for the jog speed too, so I could hit stop if it moved in the wrong direction.
I have dicided that a router is not the way to go with the work spinning so fast.
OK for 4th axis, but not as a lathe.
I am just about to try adding a lathe cutting tool to my Z now.
RichMy 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
-
11-12-2012, 05:25 PM #38
 Registered
Registered
- Join Date
- Mar 2006
- Posts
- 118
Hey Rich,
This is quite an interesting build. Congrats on your first cut.
Chuck
-
11-12-2012, 11:47 PM #39
Registered
- Join Date
- Aug 2011
- Posts
- 617
I made a fixed cutting tool and fixed it to the Z
1st tests are MUCH MUCH MUCH ... better so far
I need to alter the tool path thinking - trying to think how you would do it manually, and duplicate on CNC, but so far , so good
Cut some 1/8x1" steel at 5" long

Shaped and sharpened it


drilled an attached it to the Z


1st cuts show much improved results.
I need to mod the tool path, so it gradually cuts clearance for the final cuts (deep grooves etc.) - as you would manually - before doing the final shapingMy 1st Build (ongoing) http://www.cnczone.com/forums/diy-cnc_router_table_machines/134670-one_big_one_smaller_my.html
-
11-13-2012, 12:12 AM #40
Gold Member
- Join Date
- Apr 2009
- Posts
- 5516
What you can try, and the way I understand some others have done it, is to create a new machine profile for your controller. You would make the direction parallel to the lathe attachment X and the Z axis becomes Y. Then in your CAM you can draw the outline of your part and add lines on both sides and the top to make a closed shape. Then you would use a raster toolpath with a stepover equivalent to the cut depth of your tool. You'd have to be able to start the tool from the "flat" part of the outline to the profile of your shape. Once that's done you can just make a new toolpath that follows the outline of your shape for the cleanup pass. Originally Posted by TrickyCNC
Another way is to draw in CAD or CAM your profile, select the line and offset it as much as you need so that your machine cuts all waste. Then draw a horizontal line to "cut" all the outlines so that they end at the top of your material. You then would just program toolpaths for each line consecutively.

 Reply With Quote
Reply With QuoteSimilar Threads
-
Router Lathe Combo ?
By hotbike in forum DIY CNC Router Table MachinesReplies: 0Last Post: 09-02-2013, 09:39 PM -
Lathe Spindle for CNC Router
By tpsimer in forum CNC Machine Related ElectronicsReplies: 8Last Post: 02-06-2011, 05:53 AM -
Router or Lathe
By Dman65 in forum Wood Lathes / MillsReplies: 1Last Post: 07-30-2009, 02:06 PM -
A Small Lathe Router
By Clockwork in forum Open Source CNC Machine DesignsReplies: 4Last Post: 12-27-2007, 04:46 PM -
CNC Router Lathe
By wjfiles in forum DIY CNC Router Table MachinesReplies: 2Last Post: 10-03-2006, 12:34 PM
