



Hi!
This is my first post on this forum.. I've been reading alot here and on a few other forums about cnc conversions and the theory around the procedure.
I know that you should never go for starting a new thread as your first post on any forum but I think this is the best way to get help for problems with my particular project.. if someone is even interested.
This is my first CNC-project!
So to the business:
I'll be starting with a stock little micromill called "Proxxon MF70". It's designed and manufactured in Germany (not 100% sure about the manufacturing part these days but still..) so you can all figure out it's super quality machinery even though it's really tiny.
To get an idea of how small it is I'll start off by posting a picture:
That's a 1,5 litre bottle in the background and a 23mm carriage on the work table.
So as you all can figure out this thing is not intended for anything but tiny tiny pieces of work and I'm not expecting it to mill inconel super fast anyway
So for the intended modifications:
To start with:
-Some small nema 23 steppers around 0,5-1 Nm.
-Drivers? I've built a set of pminmo L297 drivers but thy will probably not be in use for long once I get everything set up and working.
-Ballscrews
-Tiny ballrails for the Y- and Z-axis (look at the pics)
-Mach 3
I do my CAD and CAM at school on UGS NX4 and SolidWorks/CamWorks 08
This is what I have to start with:
A ballscrew setup for the Z-axis and a linear module that will be the base for a new X-axis/work table. The stock MF70 table is in the pic too for comparison. The new linear module is about 20mm wider than the stock one but the Y-travel will be even a bit better with the new one because of the new y-rails that will be ordered. X travel=250mm.. around 10".
A few steppers:
I've also ordered an ATC package from USOVO in germany! + a tool lenght sensor plate, a tiny precision vice and some bits here and there. I'll post some pics of these once I get them.
I hope atleast someone is intrested in tiny machines like mine!
EDIT: I found a nice little video on youtube showing the tool changer:
[ame="http://www.youtube.com/watch?v=iv_mmuxV4wk"]YouTube - Werkzeugwechsel mit Proxxon MF70 CNC[/ame]
Thread: Proxxon MF70 cnc conversion.
Results 1 to 20 of 20
-
03-16-2009, 09:52 PM #1
 Registered
Registered
- Join Date
- Jan 2009
- Posts
- 24
Proxxon MF70 cnc conversion.
-
05-01-2009, 09:49 AM #2
Registered
- Join Date
- May 2009
- Posts
- 6
Stenberg,
these minimills are fun. A nice way to make small parts for model trains etc. but just too small for RC controlled models. I've been thinking of buying one of these at the "intermodellbau" fair I visited last week. Proxxon had a 10% discount on the machine and usovo was also at that fair with their ATC kit.
Almost bought one, even if only to play around with the tool changer, I really want to know how they do this.
Rob
-
05-01-2009, 09:26 PM #3
Registered
- Join Date
- Oct 2005
- Posts
- 375
nice small mills
Thats a nice machine,
cool toolchanger, what do you want to mill in the future???
I`ve looked at the machine a iew times but desided to design my own.
travels are xyz 160/100/80 mm, goal is to make some nice rc car parts.
keep up the good work and post some nice milling videos when its ready.
regards
-
05-07-2009, 06:57 PM #4
Registered
- Join Date
- Jan 2009
- Posts
- 24
Thanks for the feedback!
Some more drastic changes have been made to the plans now..
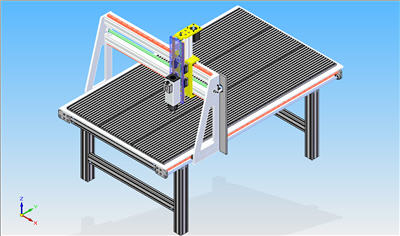
I'm going to use a base made of polymer concrete aka. epoxy granite and design the machine similar to a Hermle gantry style 4-axis machine in this manner:

I will be using two (either 15mm or 9mm THK as i have both options on the shelf) linear ball slides on each side on the x-axis and a total of 8 carriages for that single axis combined with a 20mm ball screw in between. The most problematic with this design is of course figuring out a light but super robust design for the gantry beam. I will be posting some drawings soon..
Most parts of the proxxon will be used in this thing too, just not as parts they were originally designed for. As an example, the z-column will be used as a cover for the spindle and motor.. It will be really small so no worries about that
-
05-07-2009, 11:29 PM #5
Registered
- Join Date
- May 2009
- Posts
- 6

Phew,
that's not a drastic change, that's a CNC builders dream
Your text says 4-axis, I guess you mean 5. Curious to know what you mean with 'really small', 5-axis machines tent to be fairly big compared to the size of the spindle. I would guess that for an MF70 size spindle the size of this machine will have a footprint between 60x60 to 80x80 cm.
Still very small for such a machine. Have a look at my big monster (we now call it "Elanimal")
The table is 200 x 120 cm and the height below the gantry is 37 cm. I have been thinking of building a swing the same style as used on the Hermle to be able to do some smaller (ahem) 5-axis work.
But one of the problems is to get decent 5-axis CAM software. I am partly doing this as a job so all software has to have official licenses that are paid for ...
The more I think about it, the more fun it becomes to buy a machine like an MF70 for a 5-axis project. The nice thing is that I can use standard angular contact bearings found at a local junk yard: Just a few weeks ago I saw some bearing in the size of 20-or-so cm and was wondering where these big bearings are used. Perfect for a 2-axis tilt/rotation table.
Keep us posted. I can't want to see the SolidWorks drawings.
I have some questions about the design of the tilting control: are you planning to use a gear style drive as on the Hermle or will you use a belt?
What is a proper resolution of the angular movement? With 1.8 deg. steppers and a 1::3 ratio you get a 0.6 deg resolution (or 0.0375 deg when using 16 microstep drivers). At 5 cm away from the centre this is a 0.5 mm (or 0.03 mm) movement. My current 4th axis uses a standard rotary table with worm drive giving me 800 steps per degree - this is a bit of an overkill and it means the system is a bit slow (29 deg/second).
Regards,
Rob
-
05-08-2009, 12:37 AM #6
Registered
- Join Date
- Jan 2009
- Posts
- 24
The initial plans are to not build the fifth axis at this stage but just have a belt driven 4th axis rotary table on one wall driven with a large stepper or a servo if I find some cheap ones. To start with I will be running turbocnc which doesn't support a fifth axis, until I start figuring out how EMC works. There are some nifty five axis projects running on EMC and code is available for a poor student like myself.
The point in moving the linear slides up on top of the frame is getting as large an area for the total movement with as small total machine dimensions as possible. I will be needing just an extra 45mm + the max radius of the mill bits to be used (I believe 5mm is the largest ER 8 collet available.. or at least the largest I own) around the initial maximum travel area as the spindle package will have the x-y dimensions 90x90mm.
I've been thinking about sizing it to be mounted in a sturdy 19" aluminium rack similar to a server rack cabinet - to give an idea of the size of the machine.. a travel area the size of an A5 piece of paper would be enough for my purposes.
I just got my first 3 litre epoxy kit too so i can get started testing various mixtures. I've ordered a few different other brands too.
I could throw in a picture of my first 5 minute sketch from a few weeks ago which had some design features poorly suited for my needs:

(the spindle mount is around 160mm offset from the Y-axis slides even if it looks like it was just next to the back wall)
Just imagine the X-axis linear slides on top of the sides on the frames and the Y-axis column bolted to the X-axis' carriages.. also notice the colouring
The angular resolution needed will be determined by the size of the maximum size of the raw material to be machined which is still to be figured out while I search for cheapo, usually second hand, parts.
//stenberg
-
05-08-2009, 12:55 AM #7
Registered
- Join Date
- Feb 2006
- Posts
- 1072
John Deere! I like it. Just the color for all the back-and-forth roughing passes. Originally Posted by stenberg
Originally Posted by stenberg

I like your concept, stenberg. I have been thinking of taking the Proxxon I've been using as high-speed spindle on my Tormach machine, and making a mechanism for it. Your size and sturdy concept are perfect for me also. I'll watch your development with interest.
Randy
-
06-04-2009, 05:52 PM #8
Registered
- Join Date
- Jan 2009
- Posts
- 24
I've gotten hold of a set of Bautz linear servos with power stages and stuff so this thing could become a really fast one when I start getting somewhere.
I've also bought a compaq rack server to control the thing running on Ubuntu and EMC now. It's a nifty old computer with hardware RAID, SCSI harddrives and stuff so it should be quite perfect for this kind of operation.
I've also gotten my dial indicator and other measuring equipment so I can start lining up linear slide packages for the concrete casting.
Drawings are still on their way
-
07-10-2009, 03:14 PM #9
Registered
- Join Date
- Jan 2009
- Posts
- 24

Crappy picture, I'm out of space on the forum gallery
First row from the top:
Remote with MPG wheel to the left, 3x Jetter/Bautz linear motors. Under them are a bunch of Wallac linear motor power stages, custom made for the motors.
Second row:
Furthest to the left is a piece of magnetic railway for the motors, the blue PCB's are BLDC 3-phase driver cards (I love the concept of design reference parts). The green ones are power supplies custom made for the power stages.
Bottom of the pic:
Martzis USB HID Interface. Some random 24V power supply and a bunch of magnetic rails wrapped in newspaper.
Those are the new new toys I'm still waiting for a bunch of power supplies, encoders and a 19" rackmounted chassis for everything.
-
02-08-2010, 03:21 PM #10
Member
- Join Date
- Oct 2005
- Posts
- 99
Hello stenberg,
Pardon me for any errors, as I don't usually use this forum.
I was searching for info on the Martzis USB HID Interface, and I found your post.
I looked at the schematic and it appears it is all inputs. Is this so? I am looking for a way to get outputs from Mach3 over USB.
Thanks,
Ron Thompson
-
02-08-2010, 09:01 PM #11
Registered
- Join Date
- Jan 2009
- Posts
- 24
Hi, Ron
Yes, the MUHI is indeed an input-only interface board. It supports up to 64 digital inputs, four encoder counters (not fast enough for servo drives) and four analog inputs.
I think you´re looking for a "SmoothStepper".
/Tobias Stenbeg
-
02-08-2010, 09:19 PM #12
Member
- Join Date
- Oct 2005
- Posts
- 99
Yes, I am looking for the functionality of the smooth stepper. I'd like to build it, though.
I am interested is using an Arduino, or at least something in the avr family that can drive motor drivers, relays and accept inputs from switches via USB. I am not interested in duplicating the parallel ports with usb. Ideally it would function with steppers or servos/encoders.
Ron Thompson
-
12-13-2010, 06:17 PM #13
Registered
- Join Date
- Oct 2008
- Posts
- 3
Could this Minebea stepper motor 23LM-C355-02 be used on Paxxon MF-70 with the
·3 Axis CNC Stepper Motor Driver Board Controller TB6560· found on ebay?
-
01-30-2012, 06:47 AM #14
Registered
- Join Date
- May 2009
- Posts
- 1
really nice & very inovative design......
-
04-23-2012, 06:40 AM #15
Registered
- Join Date
- Apr 2012
- Posts
- 5
*** DEAR FRIENDS I REALLY NEED HELP. I HAVE PROXXON MF70 ITS NOT CNC PLEASE TELL HOW DO I START FOR CNC. WHAT IS THE FIRST STEP TO WORK WITH CNC ?
WHAT DO YOU RECOMMEND ME.
PLEASE HELP ME OUT
REGARDS
-
04-23-2012, 06:42 AM #16
Registered
- Join Date
- Apr 2012
- Posts
- 5
NEED HELP FOR CNC MILLING
 Originally Posted by shamim1982
Originally Posted by shamim1982
-
08-03-2012, 10:53 PM #17
Registered
- Join Date
- Aug 2012
- Posts
- 0
Proxxon Convert
Dear Machinists,
:drowning:
Im drowning in tons of information I've found online about conversions of the vertical manual mills into servo controlled mills.
I'm budgeting cost of building the micro mill for my father who is half-time jeweller, day job as machinist old timer at printing house.
The only material that will be carved will be 40million yrs old timber resin turned soft stone. He, my father, is really picky about milling techniques and he himself developed special cutting head for his brushles 30000rpm drill to avoid overheating or breaking this precious stone.
Milling this non-homogeneous material is really tricky, and may be sometimes unsuccessful. Lot of input from him will be provided over the course of building the CNC conversion mill.
I, on the other hand, architect, got no practical experience with machining materials. Ill be ordering, assembling, programming this ensemble.
For the point of start I've picked Proxxon MD70 rig. I've seen great examples of successful conversions by CNC desktop enthusiasts across the web. What tick my boxes is short time of build, accuracy, small footprint, cost effective build. I'm not happy about limited Y-axis, but I've fond solution how to extend it to 85mm. not great, but sufficient.
My reaserarch got stuck on choices.
How to drive the 4-servos?
Plenty ready made IC drivers on ebay, lot of problems on the forums..hmm?
Arduino+easy driver? but then low amperage.. do I need it for nema 23?
When using ebay/china drivers limited to only 4 axis and no further mods, like coolant pump controller(for alu milling, if ever), RPM controller, dust suction, relays lights,etc.
But do arduino communicates smoothly with PC/win Mach3? seen some problems
I'hoping not to exceed 200gbp on top of Proxonn.
Please help me by directing me to specific information resources available.
...any help appreciated, even by reposting this in more correct place of the forum.
Thank you for reading my short story telling...
@shabi: try links below
Proxxon CNC Conversion
CNC TB6560 Kit 3Axis Stepper Driver + 3x 263 Oz-in 57mm Nema 23 Motor + Software on eBay!
ArtSoft USA - Home of Mach3 and LazyCam
proxxon mf70 cnc - Google Search
and
Google
-
10-25-2012, 03:04 PM #18
Registered
- Join Date
- Oct 2010
- Posts
- 1189
MF 70
Hi,
I have different machines look what i did on the mf70
( Proxxon - tkamsker )
I did refurbish an Klippfeld ,..
I think that you might be happier with an Router type (i did use CNC-STEP.AT )
Heiz Routers and an High Speed spindle ,..
So if you need more info write me an mail
cu
thomas
Ps: My page is ment to inspaire people so i think the pictures speak for themself
-
03-06-2013, 02:15 AM #19shamim1982 Guest
hi.I am newbie to CNC, I have a Proxxon MF70 and trying to convert it to CNC and I ordered a dividing head to make it for 4th axis but I dont know how to set it up.if I straight connect it to stepper in not a very good idea because of the speed and torque so I after researching I found it better to use gear and belt or something same for 4th axis. can I use your experience and help me if you have any idea please.
regards
Shamim
-
03-06-2013, 03:16 AM #20shamim1982 Guest
ok do you have any pictures or pattern it can give me an idea please?






 Reply With Quote
Reply With QuoteSimilar Threads
-
Proxxon MF70
By iceblu3710 in forum Benchtop MachinesReplies: 1Last Post: 06-18-2008, 07:18 AM -
Help for a first small cnc PROXXON MF70
By nisma in forum Benchtop MachinesReplies: 0Last Post: 04-22-2008, 10:38 AM -
PROXXON MF70
By GeoCasa in forum Benchtop MachinesReplies: 2Last Post: 03-11-2008, 06:32 PM -
PROXXON MF70
By GeoCasa in forum MetalWork DiscussionReplies: 0Last Post: 03-08-2008, 02:22 PM -
proxxon mf70 cnc
By fidia in forum CNC (Mill / Lathe) Control Software (NC)Replies: 0Last Post: 10-28-2007, 05:44 PM
