



I'm slowly getting back into modelling, both wood and metal. Can this tire be made on the rotary using V23 pro? All I have is the indexing and wrapping features.
This is what it goes on when i build another one. This model was built back in 2004, so I have a lot of re-learning to do.
Michael
Thread: Newb question for rotary axis
Results 1 to 9 of 9
-
01-31-2013, 11:38 PM #1
 Registered
Registered
- Join Date
- Oct 2012
- Posts
- 0
Newb question for rotary axis
-
01-31-2013, 11:56 PM #2
Member
- Join Date
- Mar 2010
- Posts
- 1852
I guess my first question is, what is "the rotary?" Then, do you have V23? Do you have a mill with 4th axis? Originally Posted by Militaryvet
Originally Posted by Militaryvet

I have all of them, but would just program one zig-zag section of tread and then index it the necessary number of times in the A axis.
Mike (Go Army, 1967-1974)Two Haas VF-2's, Haas HA5C, Haas HRT-9, Hardinge CHNC 1, Bother HS-300 Wire EDM, BobCAD V23, BobCAD V28
-
01-31-2013, 11:58 PM #3
Registered
- Join Date
- Oct 2012
- Posts
- 0
Sorry Mike, it's been a loooong day.
Rotary table mounted vertically so it becomes the "A" axis.
-
02-01-2013, 12:17 AM #4
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
You could use the wrapping to apply that tread to the surface. Just lay out the tread pattern flat, while in cylindrical stock mode and either do pockets or profiles, depending on the tooling and size needs.
-
02-01-2013, 02:00 AM #5
Registered
- Join Date
- Oct 2012
- Posts
- 0
Sounds like this is do-able after all. Thanks guys!
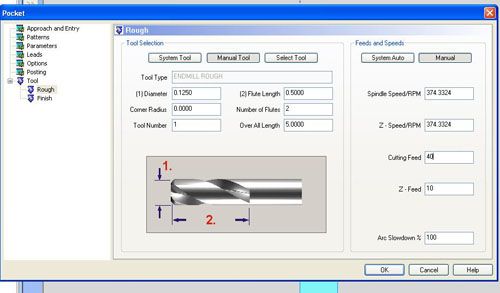
So a few more questions regarding the 'A' axis here, and I'll reference the photo below.
I've switched feed and speeds to manual mode here because I'll be working on wood, in which I can move a bit faster on speeds.
The spindle speed/rpm and z-speed rpm really shouldn't make a difference since I'm manually setting the spindle speed. Z-feed is self explanatory, but I have questions on the cutting feed as applied to the 'A' Axis. In the photo I have 40 ipm set; does this apply to degrees per minute in the A or IPM in the X or both?
-
02-01-2013, 01:49 PM #6
Member
- Join Date
- Mar 2010
- Posts
- 1852
Both. What ever axises you program under a feed move, they will all arrive at the end location at the same time. That is one of the reasons I would use A axis indexing, rather than full coordinated moves. But, both ways work.
MikeTwo Haas VF-2's, Haas HA5C, Haas HRT-9, Hardinge CHNC 1, Bother HS-300 Wire EDM, BobCAD V23, BobCAD V28
-
02-01-2013, 05:13 PM #7
Registered
- Join Date
- Oct 2012
- Posts
- 0
I ran some parts (wood) thru the 4 axis last night playing around and ruined a few parts in the process. When cutting a pocket, I had my feed set to 100, which gave me 100 degrees per min, but the X moves were also at 100ipm. I'd like to have the X moves dialed down to around 30ipm.
Is there a way to do this in V25 with my lines of thinking? Or am I just confusing everyone, including myself?
-
02-01-2013, 09:08 PM #8
Member
- Join Date
- Mar 2010
- Posts
- 1852
They all move together! Speed Kills! Originally Posted by Militaryvet

MikeTwo Haas VF-2's, Haas HA5C, Haas HRT-9, Hardinge CHNC 1, Bother HS-300 Wire EDM, BobCAD V23, BobCAD V28
-
02-07-2013, 01:30 PM #9
Registered
- Join Date
- Oct 2010
- Posts
- 110
i would be writing a code a bit like this one...
g00 x0y0z10a0 (zero)
g90 g1 z-1 f30(doc 1mm...wait. inch! arrrgh! lol. whatever. the theory holds...)
x7 (straight)
x10 y5 a10 (angled section rotated along circumference of blank)
x3(straight back)
x0 y0 z-1 a0
rinse and repeat, incrementing by whatever number of degrees with A....
now i gotta go write it for real im tired!
im tired!
ill do a screenshot of what i just wrote then
here. it needs work though!
tread.bmp
z heights etc...looks like its rotating around z10...
bedtime for me...



 Reply With Quote
Reply With QuoteSimilar Threads
-
Unwinding the rotary axis ( 4 axis rotary axis milling fanuc control)
By diaa beheiry in forum PowerMILLReplies: 1Last Post: 11-17-2015, 07:37 PM -
4th axis rotary z clear question
By mazakman1974 in forum HURCOReplies: 3Last Post: 10-13-2012, 10:09 AM -
NOT A NEWB BUT THIS IS A NEWB QUESTION
By BOATDUDEGUY in forum MastercamReplies: 9Last Post: 05-15-2012, 09:38 PM -
Newb Question
By AndrewJP in forum Uncategorised MetalWorking MachinesReplies: 7Last Post: 09-15-2010, 08:16 AM -
Question about Setting 34 and rotary axis work?
By CJH in forum Haas MillsReplies: 4Last Post: 06-28-2010, 05:54 AM
