



Hello,
I've got a project coming up that needs soft jaws. I'm also interested in the TalonGrip vise system for aluminum bar machining.
Tormach's soft jaws are $40/pr, but I see retailers like monster-jaws.com have them down to $12/pr or so.
Are the 5" sets from monster-jaws compatible? Are there other compatible jaws?
Has anyone found a retailer selling compatible Talon-Grip jaws? For anyone that has used this system, what's your opinion of it?
Thanks!
--Bryan
Results 1 to 20 of 29
-
08-08-2013, 08:46 PM #1
 Registered
Registered
- Join Date
- Aug 2009
- Posts
- 106
Compatible jaws for Tormach 5" CNC vise?
-
08-08-2013, 09:37 PM #2
*Registered User*
- Join Date
- Feb 2013
- Posts
- 8
Good find. I think they will fit the Tormach 5" vice based on the schematic drawing listed here:
5MJV521A (5x2x1) Standard Extension Machinable Aluminum Soft Jaws for 5" Vises
I just measured my 5" jaws and the center hole seems to be exactly 3.125" apart and the hole height is within the 0.668 and 0.813 range of the monster-jaw. I'd say order a set because for $12, can't really go wrong. If it doesn't fit exactly, make the hole/slot a little longer with your mill
-
08-09-2013, 03:22 PM #3
Registered
- Join Date
- Dec 2010
- Posts
- 1230
I have monster jaws on both of my 5" cnc tormach vises right now. They for like a glove.
-
08-09-2013, 10:01 PM #4
Registered
- Join Date
- Sep 2010
- Posts
- 166
I used them on some monsterjaw blanks and made this:
Machining a mold - YouTube
Only needs .1" of metal to hold on to.
-
08-09-2013, 11:49 PM #5
Registered
- Join Date
- Oct 2011
- Posts
- 477
What was the squealing noise at the end of the video?
nitewatchman
-
08-09-2013, 11:58 PM #6
Registered
- Join Date
- Sep 2010
- Posts
- 166
The brake on the 770 spindle motor stopping the spindle.
-
08-10-2013, 07:45 PM #7
Registered
- Join Date
- Aug 2009
- Posts
- 106
mrquacker,
Thanks, that's exactly what I want to do! Three-side machining, hogging out aluminum, then flip it over and face off the 'bottom plate'.
I have two vises so one vise can hold the upright part, and the second can have jaws machined as a fixture for holding the upside-down part. Press the button and cut both with one program (I hope).
I've seen some other fixturing ideas that would increase the density on the table, but I'd like to try it out before buying a dozen of them for fixturing.
--Bryan
-
08-11-2013, 02:35 AM #8
Gold Member
- Join Date
- Sep 2012
- Posts
- 1543
Monsterjaws work great for the Tormach Vise, I have many... Ask for a discount when you buy 10.
-
08-11-2013, 04:29 PM #9
Member
- Join Date
- Jul 2006
- Posts
- 525
Every shop i've worked in has eventually switched to using monster jaws. You simply cant justify the cost to machine them unless you're a rather large outfit. In many cases, just acquiring the material to make them will put you over the cost of their finished product. Even better, they do a decent job making them.
As for the talon-grip, they work excellent on smaller parts, and long/narrow parts. Wide parts can make it difficult to take advantage of the tiny carrier they're designed to allow for, but will work fine none the less. I've never had them toss an aluminum part, but while they say they're good to something like rc42, i've seen the jaw portion fail on rc35 material (though I wasn't the one clamping it, and believe they were likely being over tightened.)
All in all, the jaw system they sell is easily duplicated; I never liked that the ACTUAL talon-grip jaws aren't milled on two sides, etc.. so I make my own jaws. We do buy the clamps from them, though you could make them easy enough as well. Its pretty flexible, and I genuinely love their little stop that locks in. Also nice that they provide solid models, which makes it easy to lay-out material/grip/stop combinations in cad, and allows for set distances between multiple parts, etc.
-
08-11-2013, 09:04 PM #10
Registered
- Join Date
- Jan 2007
- Posts
- 1332
I bought 12’ of 2” x 1” 6061 aluminum that I make soft jaws for my 2-piece 3–jaw lathe chucks and for soft jaws for my mill vise. See:
Tapping 2-56 On Tormach Video by miltons_stuff | Photobucket
Don
-
08-12-2013, 02:14 AM #11
Junior Member
- Join Date
- Apr 2013
- Posts
- 1788
Could you provide a little more detail regarding how you make imitation TalonGrip jaws?
-
08-12-2013, 02:57 AM #12
Registered
- Join Date
- Sep 2010
- Posts
- 166
-
08-12-2013, 03:00 AM #13
Junior Member
- Join Date
- Apr 2013
- Posts
- 1788
Thanks! Where do you purchase the "talons"? Do most MiteeBite dealers have them (I don't see them at Enco)?
-
08-12-2013, 03:06 AM #14
Registered
- Join Date
- Sep 2010
- Posts
- 166
I dont know. I bought mine through Fastenal. 2 per package, Item 32050, 1/2" vise jaw grips. You need 2 packages, so 4 grips.
-
08-12-2013, 03:14 AM #15
Junior Member
- Join Date
- Apr 2013
- Posts
- 1788
Hmmm. According to the Fastenal website "32050" is a 1/4"-14 x 2-1/2" Hex Washer Head TEKS 3 Self Drilling Screw Climaseal Plated! It looks like their part number is SKU 3239577. That tip helps a lot since there is a Fastenal store a few miles from here. Thanks!
-
08-12-2013, 06:04 PM #16
Member
- Join Date
- Jul 2006
- Posts
- 525
Mitee-bite provides CAD drawings for basically all of their products online... We buy the grips from Miteebite Originally Posted by kstrauss
Originally Posted by kstrauss

-
08-13-2013, 05:06 PM #17
Registered

- Join Date
- Jan 2007
- Posts
- 869
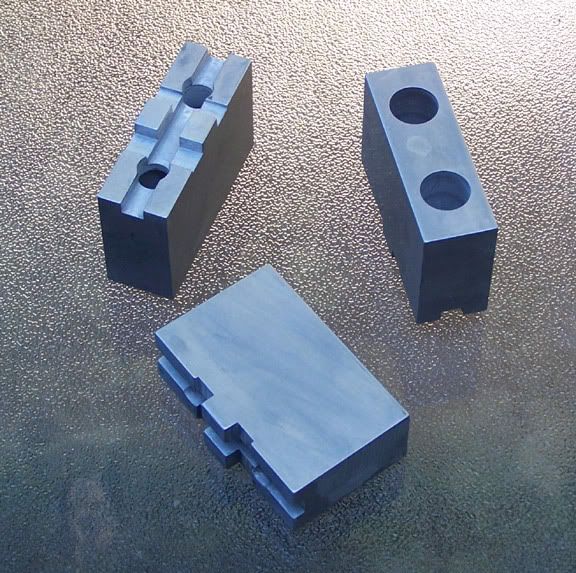
I still machine my own. I added a keyway to all my soft jaws as well as to my vise so that the height of the jaws is repeatable every time I install them.
Saves me time when I have to switch jaws out for a different job.
Wade
-
08-13-2013, 05:22 PM #18
Registered
- Join Date
- Dec 2010
- Posts
- 1230
You added a keyway to the moving jaw? To repeat the height? Do your soft jaws not touch the ways? I use the ways to set the height. It works but over time the aluminum gets scratched to hell from small chips getting under them when installed which decreases accuracy. Interested in seeing how you made the keyway
-
08-13-2013, 05:31 PM #19
Registered
- Join Date
- Jan 2007
- Posts
- 869
I learned about doing this from my friend who taught me how to do machining. He has been using it for years. It works great. I use a 1/8" woodruff cutter to make a slot in the vise itself that is exactly in the middle of the bolt holes. I go about .07" deep, a litter over 1/16".
Then, when I machine my soft jaws, I use a 1/8" carbide endmill to cut a groove .07" deep thru the bolt hole area. After I mount the newly cut soft-jaws, I can cut whatever clamping system into them that I want, and shave them off to a set height.
I do not touch the soft jaws to the ways of the vise. When I machined the moving jaw, I just put a long, narrow parallel between the jaws so that jaw was opened the exact distance and there was no twist when it was tightened.
I typically only machine aluminum, so it's not going to goof up the ways if stuff get's under the jaws.
It was interesting actually, my neighbor who used to be a machinist was over last night, and he was watching how I setup my vises, and asked me where the heck I learned that, because when he was on the job, the stuff I do for my work holding would have saved him a ton of setup time.
Wade
-
08-13-2013, 06:10 PM #20
Member
- Join Date
- Jul 2006
- Posts
- 525
Its common practice though to install a keyway or pin that locates the jaw side to side; the vise itself already takes care of the other two directions.. so I can't see a purpose in causing the jaws to float. Quite frankly, you're not going to achieve higher accuracy than the bed of the vise itself, which is traditionally surface ground parallel to the base of the vise. Originally Posted by wwendorf

 Reply With Quote
Reply With Quote

Similar Threads
-
Tormach or GMT 6" vise
By stumpmonkey in forum Tormach Personal CNC MillReplies: 14Last Post: 11-19-2012, 04:24 PM -
VISE JAWS
By vegas705 in forum PollsReplies: 19Last Post: 11-17-2009, 03:46 PM -
Soft jaws for the Tormach vise?
By zephyr9900 in forum Tormach Personal CNC MillReplies: 9Last Post: 10-29-2007, 06:13 PM
