



I've been running a part on a VF2. 12K spindle. HSM activated
I've had to move it to a MiniMill SS. 10K spindle HSM activated
Part is 6061 T6 Aluminium.
The was had an excellent finish coming off of the VF2
Now on the Mini Mill running at 80% feed(to compensate for the lack of 2000 rpm) the finish is unacceptable.
It isn't chatter. It happens in XY as well as Z. For lack of a better way to describe it. The machine seems to be shuddering for a short distance after a direction change. Like it has to step left and right to find the correct direction.
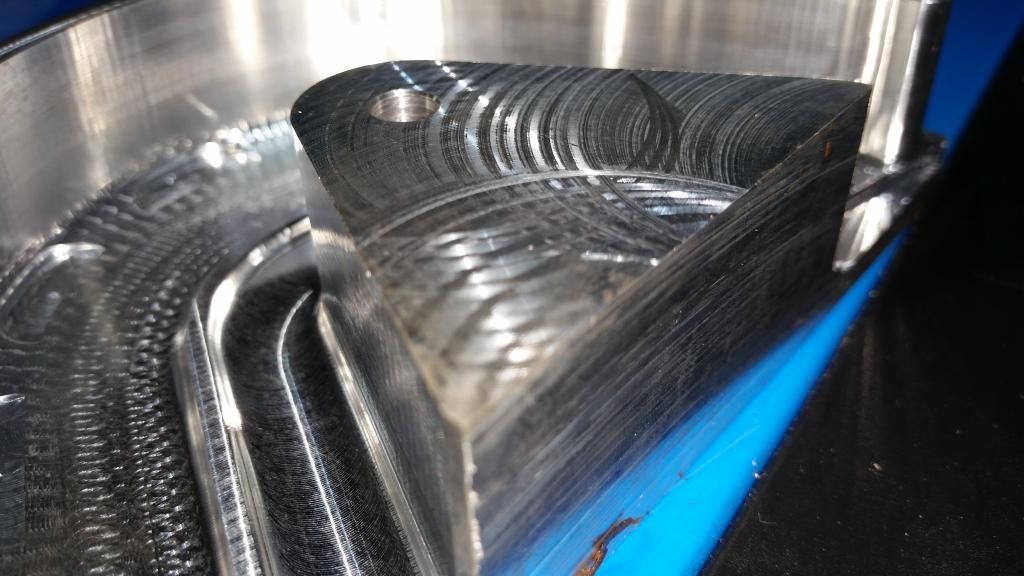
In the first photo you can see the shudder mark as the toolpath comes off of the straight edge onto the sweeping radius. If you look at the sweeping radius above the step it is perfect. It was like that all the way around until the path below the step was cut and the cutters flutes put the marks all the way up. The waves are ±2.5mm crest to crest.
The next photos you can see the up down movement in Z. Feed rates range from 5000mm/min - 2500mm/min. These were just fine on the VF2.
I have an idea that the machine has backlash and the previous owner tried to eliminate it electronically and not physically.
Another possibility is parameter or setting variations. Can someone point me in the direction on which ones to look for.
3rd possibility is the machine is not 100% level. I saw the setting up, and I'm a fussy barstard. The technician kept telling me "that's within tolerance". Not my tolerance!
Or it is rocking on the feet. It does not feel like it is moving as far as I can tell.
Slowing the feeds down does reduce the shudder but does not eliminate the problem.
Any ideas?
Thread: Poor finish on a Mini Mill SS
Results 1 to 20 of 38
-
12-13-2014, 02:32 PM #1
 Registered
Registered
- Join Date
- Jun 2010
- Posts
- 60
 Poor finish on a Mini Mill SS
Poor finish on a Mini Mill SS
-
12-13-2014, 02:41 PM #2
Registered
- Join Date
- Aug 2014
- Posts
- 889
Re: Poor finish on a Mini Mill SS
Terrible finish is right.It almost looks like your tool isn't sitting properly in the spindle taper and is loose. You can see the bad results in Z much more than any other. I think its mechanical.
-
12-13-2014, 03:00 PM #3
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
Definitely isn't the tool and/or holder. Happens with multiple tools. And only at specific places with the same tool. Direction change. Originally Posted by G59
Originally Posted by G59

Spoke to the technician and he said check the "minimum radius setting" I only found setting 85 "MAX CORNER ROUNDING" - set to 0.001.
setting 191 is also set to "FINISH"
Frustrating!!!
-
12-13-2014, 06:04 PM #4
Registered
- Join Date
- Apr 2005
- Posts
- 713
Re: Poor finish on a Mini Mill SS
I would first try setting max corner rounding to 0.025 and setting 191 to medium. Those are the default settings (atleast on my '07 VF-2ss). I doubt that is the problem but it's free and quick to try.
-
12-14-2014, 05:36 AM #5
Gold Member
- Join Date
- Jul 2005
- Posts
- 12177
Re: Poor finish on a Mini Mill SS
The machine seems to be shuddering for a short distance after a direction change.
Good diagnosis; the MiniMills, Super or otherwise are simply not as rigid as a VF2. I have both machines and run the same parts on them and to get an almost comparable surface finish on the Super the feed has to be reduced to about 60% of that used on the VF2. Note I didn't say 'same' I said 'comparable. You can tweak the settings for corner rounding and use HSM but you will never get the same performance out of the SMM.An open mind is a virtue...so long as all the common sense has not leaked out.
-
12-14-2014, 05:58 PM #6
Member
- Join Date
- Mar 2010
- Posts
- 1852
Re: Poor finish on a Mini Mill SS
The difference SMM and a VF-1 or VF-2 is not just the machining envelope. It is the difference between machine that weight 7,500 lbs and one that can easily be moved around with a small pallet jack. That changes everything.
Two Haas VF-2's, Haas HA5C, Haas HRT-9, Hardinge CHNC 1, Bother HS-300 Wire EDM, BobCAD V23, BobCAD V28
-
12-16-2014, 06:07 PM #7
Registered
- Join Date
- Feb 2011
- Posts
- 605
Re: Poor finish on a Mini Mill SS
Sure, but what he's talking about seem to be an actual problem.
PM-45 CNC conversion built/run/sold.
-
12-18-2014, 10:49 PM #8
Registered
- Join Date
- Nov 2013
- Posts
- 5
Re: Poor finish on a Mini Mill SS
Check X and Y Coupling...
-
12-22-2014, 12:21 PM #9
Registered
- Join Date
- Nov 2005
- Posts
- 56
Re: Poor finish on a Mini Mill SS
I have always found the Haas poor when using high feed rates. It will also suffer if it isn't level.
If it's juddering it could be the high feed milling it will try and cut corners to maintain feed rate but can be modified by using a G187
-
01-15-2015, 06:38 AM #10
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
Originally Posted by Geof
You certainly know how to spoil a party :-(
If I had have known this was going to be an issue, we would have passed on the machine. Why do Haas even sell this machine if it cannot do what they say it can?
Thank you for all the answers so far.
The technician has just replaced the drive amplifiers and we are about to test
-
01-17-2015, 02:47 PM #11
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
As per advice on a different forum, I did the spiral test today. Interesting and a little confusing results.
Programmed a Ø250mm spiral in to out, 5mm step over. Feed 2500mm/min Spindle on but no tool.
Ran the program and definitely had shudder. More prominent at North-South Y-axis direction change. Roughly 45° to 60° spread. It fades in and out so it is hard to pin point when it starts and stops. It can be felt touching the machine bed as it moves.
Took of the front slide cover to check the Y-axis coupling. It is practically brand new and perfect condition.
Ran the program again with the coupling exposed. The shudder is visually apparent when the Y slows down and changes direction. But it seems to happen in a wave pattern. It doesn't happen every lap. On for 2-3 laps, off for 2-3.
I tried to take a video of the coupling and shudder, but the frame rate of my Samsung S5 is lacking to show it. I will try to get a slomo capable camera and take a video.
-
01-20-2015, 01:20 PM #12
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
Did I scare everybody away with my last post?
-
01-20-2015, 03:26 PM #13
Member
- Join Date
- Jan 2005
- Posts
- 15362
Re: Poor finish on a Mini Mill SS
Aquatic
Running the Super MiniMill at 2500mm/min, is only for dreamers, if you can do that cutting at half that speed, I will be surprised,(Roughing would be ok at that speed) the MiniMill is better for finishing at high speed, than the Super Min-Mill, the Super Mini has a 10mm Pitch ballscrew, the MiniMill has a 6mm Pitch Ballscrew, they both have the same Encoders
So the MiniMill has a higher Resolution,per/rev so a smoother cutting machine, not as fast in rapids, but does a better job over all
The machine Resolution (low Encoder Count Per Rev) & control is where your problem is for high speed machiningMactec54
-
01-20-2015, 10:04 PM #14
Registered
- Join Date
- Jun 2010
- Posts
- 60
 Re: Poor finish on a Mini Mill SS
Re: Poor finish on a Mini Mill SS
Hey mac
I only ran the test @ F2500.
I'm beginning to believe we were conned into buying this machine.
The technician/broker knew what I wanted to cut and said the machine would do it.
And when the truth came out he said we were pushing it beyond its limits.
I still say the we are not exceeding the limits and the machine should be able to do it. It can't even give a good finish @500mm/min
Anyone want a Super Minimill 2 $60 000 Australian. You may want to take it slow though.

Originally Posted by mactec54
-
01-20-2015, 10:43 PM #15
Registered
- Join Date
- Aug 2014
- Posts
- 889
For 60grand, I would expect way better than what your getting Originally Posted by Aquatic
-
01-20-2015, 10:50 PM #16
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
Originally Posted by G59
eg fecking zactly
-
01-21-2015, 03:42 AM #17
Registered
- Join Date
- Nov 2005
- Posts
- 164
Re: Poor finish on a Mini Mill SS
That floor finish looks like some of our parts when the drawbar went bad. Have they tested that?
-
01-21-2015, 04:04 AM #18
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
Yes. Perfect Originally Posted by JMFabrications
-
01-21-2015, 05:43 AM #19
Gold Member
- Join Date
- Jul 2005
- Posts
- 12177
Re: Poor finish on a Mini Mill SS
Question for you:
The floor toolpaths that show the tight little swirls, are they trochoidial paths? (I don't think my spelling is correct.)An open mind is a virtue...so long as all the common sense has not leaked out.
-
01-21-2015, 06:03 AM #20
Registered
- Join Date
- Jun 2010
- Posts
- 60
Re: Poor finish on a Mini Mill SS
Originally Posted by Geof
No. Straight lines.
Coming from the right on the right hand side. straight - 20° left - straight - 110° left - straight
And even adding a small radius at the junctions doesn't make a difference.







 Reply With Quote
Reply With QuoteSimilar Threads
-
Poor Finish on new machine
By J Monty in forum Knee Vertical MillsReplies: 2Last Post: 04-11-2013, 01:23 AM -
Poor quality finish
By NylonAdmiral in forum MetalWork DiscussionReplies: 5Last Post: 04-27-2012, 06:05 PM -
Poor finish
By LLDesigns in forum Benchtop MachinesReplies: 16Last Post: 07-02-2011, 01:56 AM -
poor surface finish
By sinha_nsit in forum CNC ToolingReplies: 3Last Post: 02-17-2010, 04:48 AM -
Poor surface finish
By pmsmichelle in forum MastercamReplies: 2Last Post: 02-05-2010, 03:54 PM
