



I am uploading updates to my web page which include pictures of the rubbers I have been working with. My last tests did a full table test which seldom get through without failing the z at some time. It ran 3 times before the Y axis failed. It had the lovejoy connector on it. So it was better than before (usually stall once a pass). So I am short rubbers for the Y axis... will get some while I am out this after noon to complete the Y axis with rubbers and see how things goes. if this works it would mean that I would need to isolate the pushing of the axis against the motors so that the rubbers woudl not take the back pressure and loose accuracy in the rubbers... and still reduce the tendancy for it to stall. Should have more test results tonight.
Pictures should be up in 5 minutes or so they are jsut compiling the web page now.
Results 461 to 480 of 926
-
01-20-2007, 08:39 PM #461
 Registered
Registered
- Join Date
- Dec 2006
- Posts
- 457
-
01-20-2007, 08:41 PM #462
Registered
- Join Date
- Dec 2006
- Posts
- 457
Helps if I post the web page again

http://74.104.179.252/thephillips/Ph...ncMachine.HTML
-
01-20-2007, 08:45 PM #463
Registered
- Join Date
- Jun 2006
- Posts
- 823
Okay guys I have totally stripped my z axis down to just the leadscrew and bearings, I have confirmed by hand before putting the motor back on the the leadscrew spins freely. I reconnected the 425 and guess what....the same problem. I definitely concur that resonation seems to be the issue.
-
01-20-2007, 08:48 PM #464
Registered

- Join Date
- Jul 2006
- Posts
- 887
David try backing down your VREF settings (WITH THE POWER OFF!!!!!)
Keep backing it down untill the resonence is gone.....
Then adjust your motor tuning to suit.
This will at least make it work.
-
01-20-2007, 08:54 PM #465
Registered
- Join Date
- Jun 2006
- Posts
- 823
Done that, everything from 2.25 up to 3.6 with no change
-
01-20-2007, 08:57 PM #466
Registered
- Join Date
- Jul 2006
- Posts
- 887
keep going down, I think I have one of mine set on 1.6 each axis is different due to load ect.
-
01-20-2007, 09:20 PM #467
Registered
- Join Date
- Mar 2004
- Posts
- 564
I am not famiiar with xylotx but, Are there any gains adjustment on these drives?
If you try to command the axis to move and it stalls, what happens if you were to assist the axis..by "carefully" trying to spin the nut or ball screw by hand at the same time....PLEASE watch your fingers if you do this!!!
If the inrush current is insufficient to get the axis moving you maybe saturateing the motors (100%) amps.menomana
-
01-20-2007, 09:38 PM #468
Registered
- Join Date
- Jul 2006
- Posts
- 887
Most of my troubles are at random points. The motors have no problems getting going. i can be 1/3rd 1/2 or almost all the way thrue a program and it will loose steps. Totally random!!!!! Originally Posted by trubleshtr
Originally Posted by trubleshtr

Anyone have any simple g-codes of 2 and 3 inch arcs with z movements in them? Something to totally work the whole machine for testing?
-
01-20-2007, 09:52 PM #469
Registered
- Join Date
- Jun 2006
- Posts
- 823
So carry on with the testing I unscrewed the 425 from the mount and tested just holding the motor of the mount and it is definitely better. Then as the shaft on the 425 is longer than the 269's and therefore touches the lovejoy spider I put the 269 back on and bolted it down and can run at 100/2.5 doing G1/G0 rapid up and down 5" at 100ipm
-
01-20-2007, 09:55 PM #470
Registered
- Join Date
- Mar 2004
- Posts
- 564
Are you side loading an ACme Screw? They tend to bind when side loaded, unless you purchase a centralizing acme screw and nut assembly...just a thought. what type of cut/depth/speed/feed are you performing when it stalls or skips steps? Has your cutter become dull, requireing the motor to work harder?
Seems to me that the guys that have dis-assembled their machines to just the z axis and motor are experiencing electronic isssues, yours sounds more mechanical to me?menomana
-
01-20-2007, 09:59 PM #471
Registered
- Join Date
- Jul 2006
- Posts
- 887
all my testing and I think I speak for most everyone that is still in the "TESTING" phase is all air cutting. no tool load. And these are at rapid movments. Originally Posted by trubleshtr
-
01-20-2007, 10:03 PM #472
Registered
- Join Date
- Jul 2006
- Posts
- 887
here is a neat little test that I have come up with in MACH 3
set your acceleration rats really low. 1 or 2 knotches above the very bottom.
Set your vel low and work your way up. I start with 20 IPM because I know Im safe there.
set and save your setting, then jog the axis. It takes a bit for the motor to reach speed. If your VEL setting is to high you will hear the motor loose steps before it reaches max vel.
Ok im playing with the machine today. Here is a quick thing I just noticed Hope it helps
Doing my testing above on my X axis.
VREF setting is 2.3
Accel is .19921875 (Very low)
Velocity is 30.33
Fast jog test has the motor squeeling and missing steps within 5 seconds. You can hear the resonence build up untill it squeels. (Locks up the motor)
Everything the exact same EXCEPT for VREF setting I took it down to 1.89
and it will JOG and run test (Lots of back and forth motions) stable.
-
01-20-2007, 10:06 PM #473
Registered
- Join Date
- Dec 2006
- Posts
- 457
David glad to see we both have the same results, atleast I am not loosing my hair due to my mistakes. So this is what I found.... Whit the problem happening, loosen your motor mounts so that the motor can move freely on it mounts and test again... you should find that the problem goes away or atleast is reduced significantly... I rarely have a problem when my motors are just flopping around.... this is why I have been testing with the rubber mounts.
As well I NEVER EVER EVER have stalled the X axis and it is belt drive... So if all else fails I might just test with changing both X and Y to belt drive systems... if only I know of a local store in Ottawa that carried this stuff I would go snope around.
-
01-20-2007, 10:13 PM #474
Registered
- Join Date
- Jul 2006
- Posts
- 887
OTTAWA? that sounds like a place in Oklahoma.
You have just solved your own problem.
The belt drive is what is curing your resonence problem. is there a timing difference in the pullies? Gearing? say 2:1 and if your running the Z axis direct coupled and trying to get the same preformance (SPEEDS) as the X.... without the gearing... then I think you need to cut your VEL in half.
Remember I am on a mini mill, not a router table. So if it sounds like I dont know your setup... LOL your right!
-
01-20-2007, 10:14 PM #475
Registered
- Join Date
- Mar 2004
- Posts
- 564
So at low speed all is ok? but at rapids steps are lost...
20 ipm is under the rated 80% critical speed of a 1/4-20 acme screw, therefore you should be ok, the closer you goto say 40 ipm on a 1/4-20 acme screw the more you hit the 100% critical speed, (screws natural resonance) acording to the critical speed charts i have looked at.
Ac,e screws dont like to be shock loaded either, and going from 0 to 40ipm maybe to much for the nut to screw assembly to handle, causing wedging.
For refference on ACme Threads.........
http://www.nookindustries.com/acme/AcmeGlossary.cfm
Hope this helps.menomana
-
01-20-2007, 10:22 PM #476
Registered
- Join Date
- Mar 2004
- Posts
- 564
So giving it axial and radial freedom helps solve the issue? Originally Posted by Buzz9075
ALSO Removing a ridgid direct mount and going to a belt system shows improvement...?menomana
-
01-20-2007, 10:32 PM #477
Registered
- Join Date
- Jul 2006
- Posts
- 887
the way it was explained to me with a rigide collar...
the motor puts out vibrations, and the screw rotating causes vibration. With the connected rigidly together the vibration continues to build gives. (This is all to a point) now in you have resonence in the motor (Operatining it in its resonce range) then the vibrations amplify the resonence in the motor. Causuing the stall.
With belt driven systems you are seporating the motor and the drive line. The belt gets all the vibration. Or dampens it. Due to the properties of the rubber.
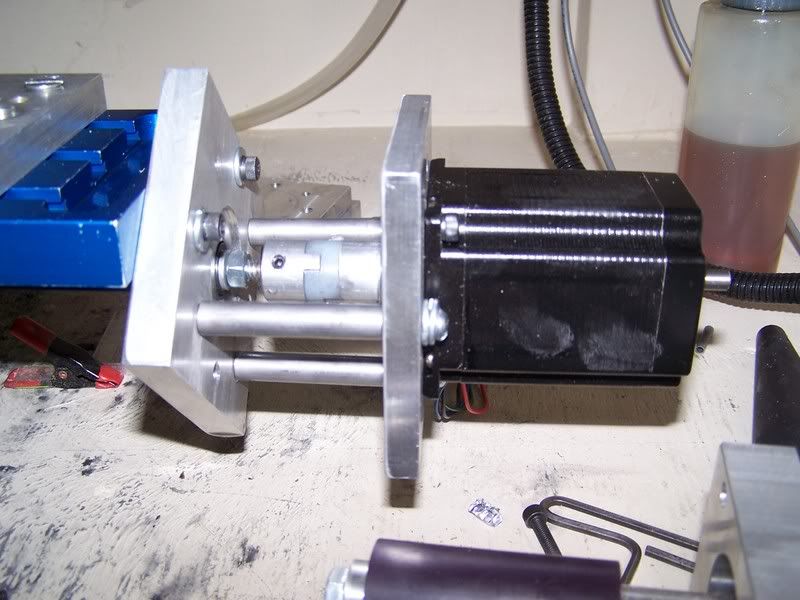
Nother way of acheiving this is with couplers of some sort. The ones i have made allow for the lead screw to move up and down and the shaft of the motor to remain stationary.
-
01-20-2007, 10:37 PM #478
Registered
- Join Date
- Jun 2006
- Posts
- 823
Originally Posted by trubleshtr
Not sure what you mean but I don't think I am side loading the acme screws.
What is a centralizing acme screw and nut assembly?
Only air cutting at the moment have not cut anything therefore the tool sharpness is not relevent.
Well I have gone from mechanical to electrical back to mechanical trying to troubleshoot.
-
01-20-2007, 10:40 PM #479
Registered
- Join Date
- Jul 2006
- Posts
- 887
Here is something else I have done. With my Vref set at 1.7V I could get a max vel of 35 IPM going to 37 IPM caused resonence and a motor stall very quickly. I then dropped my Vref to 1.5V and am now testing at 40 IPM and it seems pretty stable. Of course there is no tool load. But it has been running for about 7 minutes back and forth
-
01-20-2007, 11:00 PM #480
Registered
- Join Date
- Jun 2006
- Posts
- 823
So I have now put rubber gromets between the motor and the mount and I can run at 100/8 at a vref of 3.32.
You can see a video of the run here http://www.digitaloceans.net/workbench/269%20test.mov

 Reply With Quote
Reply With Quote