



I put a dial gauge on the spindle and then measured the deflection of the spindle while I pushed on the head casting. Usiing an estimated 10 to 15 lbs of force in the X direction the deflection was less than 0.001" but in the Y direction it was 0.010. Given the design I would expect Y would be worst than X, but 0.010" is a lot, limiting cuts to very light ones.
Are there any easy fixes or mods to improve this?
Thread: Stiffness of milling head
Results 1 to 20 of 34
-
07-16-2015, 07:01 AM #1
 Registered
Registered
- Join Date
- Mar 2012
- Posts
- 90
Stiffness of milling head
-
07-16-2015, 07:10 AM #2
Registered
- Join Date
- Oct 2014
- Posts
- 77
Re: Stiffness of milling head
Hello,
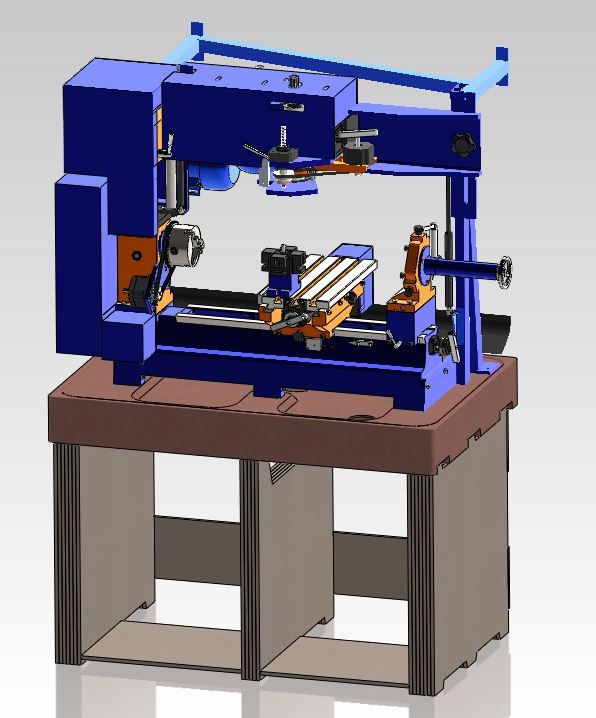
What I did was build a square tube frame with gussets and mounted at the 4 corners and above the machine and then braced where the 5th column is so that when the 5th is tighten there is much more rigidity. Here is a pic, still working to complete but has served well so far on my 2014 model. I had seen a pic or 2 way back on the forum of others bracing the 5th end to help. Attachment 286826
Sent from my SM-N910V using Tapatalk
-
07-17-2015, 09:14 AM #3
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
I mounted a big old C section across the back
-
07-17-2015, 11:00 AM #4
Registered
- Join Date
- Mar 2012
- Posts
- 90
Re: Stiffness of milling head
I looks like you also bolted it to the wall.
-
07-17-2015, 11:17 AM #5
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
Yes, bolted top and bottom.
My set-up is particularly challenging in that it sits on a wood floor and against a wood wall.
Makes the whole thing wobbly.
I liked the heavy C section as it adds a lot of mass to the bridge and so lowers the frequency of the problem (the inertia of the ballast absorbs lots of the high frequency)- this makes the problem of the wood floor and walls less.
The C section made a big impact on the machine. Didn't fix every problem, but gave the machine some solidity that it was missing. As I improved the quill and other bits, the performance leapt forward.
For example I noticed that the bracket holding the handle end of the Y axis to the table was flexing allowing the table to move. I added braces to it and it removed this problem.
Approach the problem from both the high level and the detail level- and the improvements you see are the greatest.

-
08-14-2015, 10:33 PM #6
Registered
- Join Date
- Mar 2012
- Posts
- 90
Re: Stiffness of milling head
If anyone is willing I would like to know how much your mods stiffened up the head.
I tested by putting a dial gauge on a rod mounted in the spindle and then pushing on the head casting. Using only a light < 15lbs of pressure I was getting more than +- 5 thou on the Y axis, the X axis is fine.
Looking at the design, pushing on the Y, puts the 4 rods in torsion as well as bending with a big lever arm can't be good. In the X direction the lever arm is much smaller and there aren't any torsional forces in play.
-
08-14-2015, 10:46 PM #7
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
Are you suggesting resting the dial indicator against something on the table of the machine then pushing on the quill casting in the X direction to measure the deflection, then turning the indicator by 90 degrees and pushing on the quill casting in the Y direction to measure its deflection? I'm a bit confused by your +- 5 thou. How can you push and get a negative number... are you suggesting pushing AND pulling?
If we know what you want to measure we can compare. No point in comparing different tests.
How did you measure 15lbs? I use a 10kg (I think) constant force gas strut for my tests. It allows me to keep consistent.
-
08-15-2015, 01:17 AM #8
Registered
- Join Date
- Mar 2012
- Posts
- 90
Re: Stiffness of milling head
I mounted a dial indictor on the table and a rod in a collet in the spindle. The dial indicator's probe is touching the rod. Then I push the head casting where the spindle is mounted in the X and Y direction both + and -. The force is an estimate but I can go back and use a spring gauge if needed. The +- is because I zero the gauge in the resting position and move in both directions.
-
08-15-2015, 07:44 AM #9
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
I just double checked my gas strut and it is 222N or 50lbs.
I'll see if I can guess 15lbs and get back to you
-
08-15-2015, 01:19 PM #10
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
I can't get any discernible movement on the X axis when I push or pull on the casting with about 15lbs, on the Y I get +- 0.03mm.
I'll say given every possible error that's about 2 thou on the Y and less than 1 thou in the X.
Your +- 5 thou on the y does not sound unreasonable- there is a significant mechanical leverage when pushing on the quill casting along the Y axis and the long steel bridge plate has not got much resistance to bending in this direction and its far end support (5th leg) does not provide much resistance to displacement in this direction.
I'm comfortable with machining to +- 4 thou in most things- and its really good to be able to do 3d water line machining. However, backlash in X.Y or Z will leave significant steps in 3d machining.
So reducing backlash is important to me.
As for rigidity, the problem with a lack of rigidity is that you are forced to make light cuts - but of course there are two problems with this- first, cutting places loads on the machine and flex or bounce will introduce a form of hysteresis error (where accuracy depends upon load). The other big problem is the inability to reach a reasonable compromise between chip size and surface finish (light chip load puts more heat into tool tip- wearing it out quick, proper chip load means the machine vibrates and leaves poor surface finish).
My solution was to upgrade the machine in several ways (bridge, 5th leg, ball nut and bearing mounts, and a few other detailed upgrades).
I still reflect that in terms of size (for both a mill and lathe) and price (even when mod costs are included) the Patriot is still good value.
-
08-15-2015, 04:30 PM #11
Registered
- Join Date
- Jan 2008
- Posts
- 458
Re: Stiffness of milling head
Julian,
You and I seem to be, as Winston Churchill said, " 2 people separated by a common language" I like to follow your builds and admire your skill, but prefer to get the same results via a simpler route. I've had a number of Shoptask/Shopmaster machines in the past 20+ years and have always managed to get more out of them than I expected. I agree with you about the value. The Mill Turn machine slots into a place in the market where it is far above any of those other 3 in 1 units in capabilities, yet far below comparable pairs of separate units like the Tormach in price.
-
08-15-2015, 06:17 PM #12
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
Yes, my solutions are a bit over-kill.
I don't feel they will suit everyone- nor should they.
-
08-16-2015, 08:28 AM #13
Registered
- Join Date
- Mar 2012
- Posts
- 90
Re: Stiffness of milling head
Thanks for the measurements. It seems that your machine is about 1.5 times better that mine in Y direction. But you have braced yours so I would expect it too better.
My seems to be in the ballpark in what to expect from the machine. I would be nice if a simply mod could get it to be under 0.001. As for the value of the machine it depends on what you need to get done. The lathe works great. Great finish no surprises. I would be nice of the tail stock didn't have to reach over a large table. It isn't too still because of that. Also my tail stock is mounted about 0.004 too high from center. I guess better high than low. I think a CNC lathe would cost as much or more than a Patriot and I get a so so milling capability too. I find milling aluminum OK, but steel is either very slow or the machine is yelling at me with all of the noise caused by the lack of stiffness.
I wonder what Uberlinuxgeek's measurement would be with his mods.
-
08-16-2015, 09:54 AM #14
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Stiffness of milling head
I would be nice if a simply mod could get it to be under 0.001.
Now that sounds a bit like a race car driver who wishes that there was one simple mod they could do to make their car win!
Sadly, in my experience, the best single part to change when making a race car win is to change the nut attached to the steering wheel!
But I guess that's why we are here on this forum, to help tighten all of us up!
The lathe works great. Great finish no surprises.
Mine had some surprises- the tool post assembly rocked- the mating faces were not flat.
Also my tail stock is mounted about 0.004 too high from center.
The problem is the farther away from the chuck the tailstock is, the more the error is at the chuck, but the less the angle of error is when used as a steady.
I junked my tail stock for anything but steadying. What is the point of having a non cnc bit?
I just mounted a chuck gang to the table so I can turn and drill (up to 3 different tools) with the same program.
My machine got better when I adjusted everything tight. So I initially put effort into improving the fit of the parts so that everything moved with little play when tightened.
But I then realized flex was also a big part of the problem.
Look, I don't want to be negative about the Patriot, I want it to do things that are beyond what I can expect for the money.
But when I look at it as a starting point - I couldn't buy the basic parts as cheap as I could buy a whole Patriot. Sure it can be improved- I simply bought a Stingray when I wanted a Ferrari.
One thing that you are doing just right BlackIce, you are starting with measurements. As far as I'm concerned... the MOST important thing is to understand the problem you have got.
That's how you get your race car to win.
-
08-16-2015, 10:04 AM #15
Registered
- Join Date
- Mar 2012
- Posts
- 90
Re: Stiffness of milling head
At times I have to use the tail stock with a center to turn long items, especially those with diameters larger than the spindle will take.
I junked the tool post that came with the machine and use a Phase II BXA post. Much better. I have a MT3 tool holder that the same chuck for the spindle mounts to. I haven't tried it yet but will. Not as quick to use as a gang of tools mounted to the table, but pretty fast to change the tools. The stock tool post had most of the tooling too high, I had to machine it to lower the holders. Also it is too bulky and my cross slide had a bad bind in one direction. Changing tools was a PITA.
I also had some loose parts, tighten the gibs and some parts on the lead screws and the end of the ball screw on the Z.
I only started measuring when my results were below what I expected and I bought some nice indicator holders.
-
08-16-2015, 04:21 PM #16
Registered
- Join Date
- Jan 2008
- Posts
- 458
Re: Stiffness of milling head
I think I can speak with some authority, having had 4 different Shoptask/Shopmaster machines over the past 20+ years. My first machine served me very well and did a lot of work that was bigger than the machine design parameters. Over time I used some pretty creative setups to get things done and also came to understand the nature of 3 in1 machines and Chinese machines in general. Like Julian said, the value of the components themselves is equal to the price of the whole machine, so a person can look at it as a kit to build to his own specs, or simply use it as-is to the factory tolerances. The early machines had a conventional tailstock with only 1.5" travel, and it was difficult using it as a drill. Shopmaster did the combo tailstock and steady rest design to address this issue, and it was a major improvement. I never had an issue with this design, because any part that was long enough to require a center support was already well over the width of the table. My only complaint was that to move the steady rest in front of the carriage required lifting the entire unit which was about 50#. My Bridgemill came with a really nice compound with AXA style toolpost, but when I went to the Patriot, it had the Shopmaster designed compound and tool holder which was not as nice. The new Mill Turn has gone back to the AXA style toolpost. The Mill Turn also has a re-designed tailstock which telescopes for about 10" total travel, but no longer has a steady rest. I asked JT about this and his explanation was that he had talked to a lot of customers over the years and found that very few made use of the steady rest or the follow rest, so to offset some costs of the new machine he decided to make those items options for the few who used them and keep the costs down for the majority.
As far as the mill head rigidity goes, the new Mill Turn with 6 columns and a single casting is a big improvement over the Patriot design and they have also added a mounting point on each top corner so you can bolt the head frame to a wall. The standard DRO is a real nice feature and eliminated the need for all those dials, which I never used anyway.
-
08-16-2015, 05:46 PM #17
Registered
- Join Date
- Oct 2014
- Posts
- 77
Re: Stiffness of milling head
When I received the machine, I saw what you are seeing on my 2014 model, the 5th column added support to to bottom (z) but was easily deflecting front to back (y), my solution was to build a frame because I had no wall to brace it since in the middle of my shop. The frame made so was only deflecting .003 or less as I added more gussets to the frame the number went down now .002 or less. I now can push the machine harder on steel. The frame was a start so that I can add columns like the new mill turn, making due with what I have since I can not afford the trade in for the new model yet. I am looking to built a mount at the base and top to get a round vertical column set in place to add even more rigidity. Step by step the make the machine a solid milling platform. It took me a bit to get the lathe 100 percent. New custom built tool post, backlash, headstock alignment, and other tweeks, the only thing left is for the tailstock at the moment. The machine does everything I needed within the specs I was looking for. I am fighting a quill issue at the moment but jt has been great to work with.
Sent from my SM-N910V using Tapatalk
-
08-17-2015, 06:06 PM #18
Registered
- Join Date
- Mar 2012
- Posts
- 90
Re: Stiffness of milling head
To minimize the deflection you can vary the WOC and use climb or conventional milling to minimize the cutting forces in the Y axis.

-
11-19-2015, 03:57 AM #19
Registered
- Join Date
- Nov 2015
- Posts
- 6
Re: Stiffness of milling head
Hi Folks,
First post for me on this site. Thanks to you guys for coming together on here and contributing to the community. I've had the patriot for awhile now but have never successfully milled anything with it. I've tried surfacing steel with a few different end mills and wrecked two tools, so I stopped. Two issues I had were the runout of the mill quill/spindle, and the stiffness, or lack thereof, of the mill head in the y-direction. I haven't yet to confirm numbers with a 15lb force to be consistent with the testing in this thread, but I'll maybe rig something up to get similar numbers. Before modification, lightly pushing with your fingers on the mill head could yield 0.005" of movement, and with more force 0.015" in one direction wasn't out of the question. After the mods, I can push with what feels like a lot more than 15lbs on the quill, and my indicator shows quill movement of less than half a thou.
The runout issue for me was caused by the spindle jam nuts. The thread holes of the nuts were not perpendicular to the mating faces, and therefore when tightened onto the bearing, would put a point load on one part of the bearing race. This gave me ~0.004" runout on the spindle! I machined the nuts flat by tightening them to each on the spindle then facing them flat with the lathe, now the indicator doesn't even wiggle when placed on the inside of the spindle.
BUT since this thread is about stiffness of the mill head, these are the mods I did. They worked quite well so I wanted to share with others searching as I was leading down this path.
This seemed like a weak point, only having plate steel bending to support the mill head seemed inadequate, so I put some tubing back there.
Then I built a truss to give the fifth column some meat, there is a 2x2 square tubing along the bottom, and another welded under the table at the same spot. At the bottom are also two pieces of 3/8" plate welded together. Without that, there was some movement in the truss still.
I also wanted to support the little cast rectangular piece that connects the main head casting to the rear plate. Being only connected with one bolt seemed like would invite movement. So I put this little gusset piece in.
-
11-19-2015, 08:02 PM #20
Registered
- Join Date
- Nov 2015
- Posts
- 6
Re: Stiffness of milling head
Ditto, JT pointed me to this thread which got me going on my mods. Thanks Originally Posted by uberlinuxgeek
Originally Posted by uberlinuxgeek


 Reply With Quote
Reply With Quote

Similar Threads
-
Squaring the Milling Head
By gtiworks in forum Charter Oak Automation Support ForumReplies: 0Last Post: 07-01-2014, 11:14 PM -
Looking to buy a milling head
By nateman_doo in forum Want To Buy...Need help!Replies: 0Last Post: 10-12-2011, 06:35 PM -
RF45 overall stiffness
By sgt panties in forum Uncategorised MetalWorking MachinesReplies: 4Last Post: 08-06-2011, 03:56 AM -
Stiffness
By Pauldt in forum Uncategorised MetalWorking MachinesReplies: 1Last Post: 03-29-2007, 12:52 PM -
Which milling head for a little mill ?
By pigifly in forum Uncategorised MetalWorking MachinesReplies: 12Last Post: 06-20-2004, 11:02 PM
