



We use glass as the laminating surface when we're making sandwich composites. We also use glass parts in molds when one or more sides must be flat. It's easy to identify if air bubbles are left. Release wax and release spray. Large parts are easily demolded with compressed air. Nothing secret, I learned it from the old guys 20 years ago.Originally Posted by Talgat

Results 4,721 to 4,740 of 5053
-
05-20-2013, 08:41 AM #4721
 Community Moderator
Community Moderator


- Join Date
- Mar 2004
- Posts
- 1661
-
05-20-2013, 09:49 AM #4722
Registered
- Join Date
- May 2012
- Posts
- 0
Thanks a lot for your info. Originally Posted by svenakela
I would appreciate very much if you can provide your expertise on the idea to assemble simple rectangular molds completely from thick glass (10 mm or more) by perpendicular & vertical mounting of glass side walls on the main glass base surface (1 base surface + 4 walls). Side walls to be fixed on the basement by 90 degree angular suction holders and its positions to be additionally fixed by applying some fixing agent (for example hot plastic) on the outside junction lines. The whole assembly to be putted on the working table staying on flexible linings and vibrating device fixed to the body of table. To demold the whole assembly could be broken (or any other solutions?)
Actually the idea is to find a possibility to build milling machine basement (fixed portal) by assembling it using precise rectangular building blocks. Based on your experience what is the best release spray for glass and what would be requirements for the vibrating device?
-
05-20-2013, 11:49 AM #4723
Community Moderator
- Join Date
- Mar 2004
- Posts
- 1661
I vibrate the resin with a hand held vibrator, not a table shaker. Originally Posted by Talgat
Any mold vax and release will do, we've been using different brands over time but the easiest to get even is a spray. If the mold can be sacrificed than go for it (i.e. you simply can't fail). I use the same glass sheets for many years. If you can get your hands on a hardened glass, that's very good.
-
05-20-2013, 12:10 PM #4724
Registered
- Join Date
- May 2012
- Posts
- 0
Thanks. Originally Posted by svenakela
Another question regarding ready to use epoxy granite mix. I know there are a lot of discussions on this forum regarding different self-made mixtures but I would appreciate if you could suggest any supplier for ready to use products best fitted for usage with the glass molds.
-
09-02-2013, 06:48 PM #4725
Member
- Join Date
- May 2006
- Posts
- 28
CNT's will improve resin toughness and increase its tensile properties by 15% ish if they are added correctly and in the right quantities, I have already mentioned using long strand composites as they are already being used quite effectively on large gantry mills, there is work ongoing into harmonics and materials added to dampen vibrations further Originally Posted by JohnMcNamara
-
10-19-2013, 02:04 AM #4726
Registered
- Join Date
- Jul 2006
- Posts
- 1256
Products | Entropy Resins
have not used itL GALILEO THE EPOXY SURFACE PLATE IS FLAT
-
10-19-2013, 08:55 AM #4727
Junior Member
- Join Date
- May 2007
- Posts
- 68
Hi Igala
So has this thread like Lazarus risen from the dead?
Regards
John McNamara
-
10-19-2013, 02:47 PM #4728
Registered
- Join Date
- Jun 2013
- Posts
- 1041
Does anyone know if using steel shotpeen pellets would work ok as a filler material for a casting. I will make the mould out of aluminum and it will be sealed and filled. The aluminum frame will be machined afterwards flat for mounting rails and alignment.
Ben
-
10-21-2013, 12:16 PM #4729
Registered
- Join Date
- Mar 2010
- Posts
- 35
Ben,
You can use shootpeen pellets as a filler, but if you only use one size filler you will use too much resin to fill the voids. You will end up with about 30% voids. If you can use various size pellets, you can reduce the resin content.
Terry
-
11-18-2013, 01:57 PM #4730
Registered
- Join Date
- Nov 2007
- Posts
- 68
I use it, and get good result.
In general, manufacturers use fly ash as filler, the particles of fly ash is round, the particles of shotpeen is multi-rowed, it makes structure stable.
-
11-25-2013, 06:29 AM #4731
Registered
- Join Date
- Jun 2013
- Posts
- 31
Fillers
You must try to use 3 different sizes of fillers for best results and make sure to keep the resin to filler ratio as low as possible. The more flooded your filler is with resin , the weaker it will be. For optimum results keep your mix damp, like moist ground, and pack or ram into mould. It is the same as building sandcastles on the beach!
-
11-26-2013, 12:35 PM #4732
Registered
- Join Date
- Jul 2005
- Posts
- 62
Interesting idea to use glass to cast flat surfaces. I have cast in steel so far and then scraped it flat, great end result but oh so time consuming.
I'm about to make a bed casting about 1m x 30cm x 10cm.
What do you use to build the rest off your mold? What flatness would you get with a succesful cast using glass?
What thickness of glass would you use for my bed, the glass sheet would be 1m x 30cm
-
11-26-2013, 01:24 PM #4733
Junior Member
- Join Date
- May 2007
- Posts
- 68
The trouble with glass is it is flexible unless it is fully supported there will be errors.
I guess this is the real bugbear with mineral castings .... How to cast against a truly flat surface. For me the answer is a surface plate, I sourced a granite one from a machinery auction a while back it is a meter long by almost 200mm thick. I use that for set ups and for scraping. If you are going to build a machine well worth keeping a lookout for. I live in Australia, Typically they bring a few hundred dollars, I paid $350 for mine. However you need to move it! often the auction people will fork it on to your vehicle at no charge (Enquire first before you buy) but you have to be able to get it off at the other end. Granite weighs 2700KG per cubic meter approx. I used an engine crane to get it of a small flat tray truck I hired for the day.
Having the surface plate made checking flatness very easy.
When you buy it will probably have a stand... That you will need. Make sure you get a surface plate with a smooth unchipped face Mine was in a retiring toolmakers auction, It is almost unmarked
Some tables are made from cast Iron, OK if they are in good condition although I do like granite.
A mate and I built a small CNC Router it had a steel frame not epoxy. I used the table to align the linear rails, by setting up the router rail support tubes on the table and sliding an indicator on a stand around the part measuring the rails as I went. You have to do it twice once on the top face and once on the side. It took a while but in the end I got them within a couple of tenths.
As soon as your table is installed clean it down with solvent it may take a few goes if it is oily. Then make a hard cover to protect the top and sides with a soft liner to protect it.
As for casting against the surface plate directly I have never done it. The risk of sticking is too great for me to bear. Instead I use it to align and check for flatness the parts I will cast off.
I do have a plan to make a Cast CNC mill that will be cast on this plate. (But with a plastic sheet on the surface plate to protect it.) Yes it may introduce a small due to possible thickness variation in the sheet. I can cope with that and if necessary correct it later.
This table has proved far too useful to risk damaging it
Regards
John
-
11-27-2013, 05:31 AM #4734
Registered
- Join Date
- Jun 2013
- Posts
- 31
Glass gives the most perfect results for any flat casting. Make sure to use silicon release wax and put 3 layers on with waiting for each to dry before buffing them up. ( remember you cannot use silicon release if you're going to use a silicon based cast material. The thickness of the glass should be at least 4 mm float glass. but if you've got spare cash get thicker , especially if you're going to do multiple casts. Make sure to clean overrun on the sides of the edges while still uncured. granite is not a bad idea , just make sure that it has no micropores or you'll get micro bumps when you're done!
-
11-27-2013, 05:38 AM #4735
Registered
- Join Date
- Jun 2013
- Posts
- 31
Glass moulds
Forgot to ask what you want to cast?
-
11-27-2013, 06:06 AM #4736
Registered
- Join Date
- Aug 2008
- Posts
- 247
Stonemason101~
Do you have pictures of your work? Every contribution helps.
~john
-
11-30-2013, 09:30 AM #4737
Registered
- Join Date
- Jun 2013
- Posts
- 31

Hi John,
Don't know what sort of work you're into. I am mostly into artwork, and not metalwork as such but here's a few pics of some dabblings. I am still teaching myself CAD/CAM. Got my 1st CNC Aug 2013!
Regards KevinAttachment 211032Attachment 211034
PS Can't seem to load more pics?
-
11-30-2013, 09:51 AM #4738
Registered
- Join Date
- Jun 2013
- Posts
- 31
Hi John,
This is a polymer concrete aircon grille coated with copper dust and patinated with 15% Hydrochloric acid solutionAttachment 211042This is a MDF vcarve of a mayan calendar off Vectric's forum. I plan to make a mold and cast in faux bronze.
Oh sorry for not asking , but what work do you do?
Cheers
Kevin
-
01-03-2014, 11:23 AM #4739
Registered
- Join Date
- Jul 2013
- Posts
- 27
Epoxy concrete shrinkage?
Hi guys,
I am currently building a gantry mill where the gantry will be constructed out of epoxy concrete (quartz in various grain sizes plus epoxy, so I can hardly call it 'granite'). The first real part was a subassembly for the gantry rails. I casted this part in two sessions on a granite surface plate:

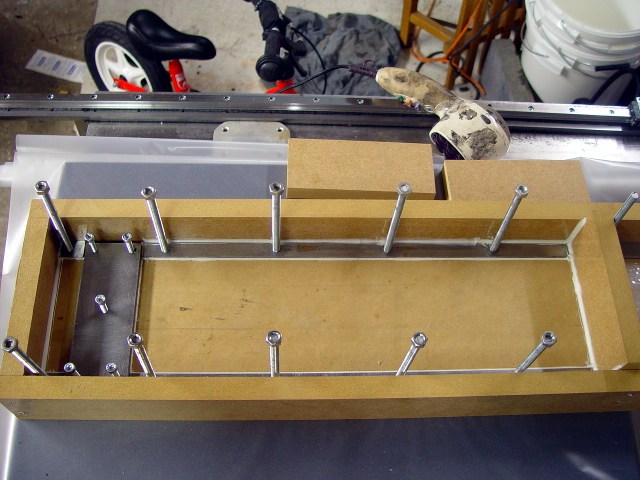
The epoxy concrete mixture used contains washed and kiln-dried quartz with grain sizes from 4mm down to 50um following Fullers curve with exponent 0.4 and 8-9% epoxy by weight. This resulted in the most dense mixture. 1% aminosilane was added to improve epoxy adhesion to quartz.

I pushed the ground steel strips to the surface plate during the curing of the epoxy to keep them in the same plane. But not with much force (the surface plate isn't mine and I do not want to break it)

And yesterday I took the part out of the mold:

The whole idea behind using EC for the gantry was that i could use a surface plate as a reference, and cast the support around it.
This did not work; the steel strips deformed quite badly into a 'bow' form. When put on the surface plate there is a gap of ca. 0,12mm between the plate and the strips at the ends.
The only reason I can think of why this happened is shrinkage of the EC.
How much is this stuff supposed to shrink anyway?
-
01-03-2014, 10:22 PM #4740
Registered
- Join Date
- Apr 2009
- Posts
- 28
Very interesting experience!! Originally Posted by DaBit
Can you give some dimension? length? epoxy thickness? steel dimension?
Thanks!

 Reply With Quote
Reply With QuoteSimilar Threads
-
Epoxy Granite In Practice (Mineral Casting, Polymer Concrete)
By johnohara in forum Epoxy GraniteReplies: 71Last Post: 08-25-2020, 01:18 PM -
Voice Your Opinion On "POLYMER CONCRETE FRAME" Thread!
By walter in forum PollsReplies: 14Last Post: 11-13-2015, 02:57 AM -
Epoxy granite (Mineral casting, Polymer concrete)---Particle size distribution
By Steven.ji in forum Epoxy GraniteReplies: 9Last Post: 01-15-2014, 11:39 AM -
Index to "Epoxy-Granite machine bases" thread
By walter in forum Epoxy GraniteReplies: 13Last Post: 12-02-2011, 05:45 AM -
Epoxy-Rice Machine Bases (was Polymer rice frame?)
By mdierolf in forum Mechanical Calculations/Engineering DesignReplies: 18Last Post: 11-02-2008, 04:16 AM
