



Just like title says, I need help on figuring out steps for my x axis for my router(still in building stage). I didnt have any problems with my z, but x is giving me headaches.
I'm using Keling steppers, which then connect to 16 tooth 5mm timing gear which than belt drives 48 tooth gear which than turn 20 tooth spur gear which moves the gantry on gear rack.
So i would really appreciate help with calculating steps for this setup so i can start playing with motors turning
The gear rack has 5 teeth per inch(i believe). The drives are currently set for 1/8 microstepping.
Thanks in advance for any help!
Thread: Need help on calculating steps
Results 1 to 18 of 18
-
05-03-2007, 06:58 AM #1
 Registered
Registered


- Join Date
- Dec 2006
- Posts
- 532
Need help on calculating steps
-
05-03-2007, 07:20 AM #2
Registered
- Join Date
- May 2006
- Posts
- 1469
I get 1200 microsteps per inch.
Thats a pretty big pitch for the rack.
Greg
-
05-03-2007, 07:24 AM #3
Registered
- Join Date
- Dec 2006
- Posts
- 532
Here is what i'm getting:
200*8=1600
1600/3(3:1 ratio)=533.333
Than this is where i get stuck, the 48 tooth pulley needs to move 1/4 turn to make spur gear move 1".
So do i devide 533.3333 by 4? doesnt the number of steps seem low? my Z axis steps are at 16000, and this is coming out to be ~133.33
-
05-03-2007, 07:25 AM #4
Registered
- Join Date
- Dec 2006
- Posts
- 532
yea, its kind of slight overkill, but it was cheap Originally Posted by Greolt
Originally Posted by Greolt


-
05-03-2007, 07:26 AM #5
Registered
- Join Date
- Dec 2006
- Posts
- 532
also how do you get 1200?
-
05-03-2007, 07:32 AM #6
Registered
- Join Date
- Dec 2006
- Posts
- 532
The rack is 20 PA, 16 Pitch if that helps
-
05-03-2007, 11:34 AM #7
Registered
- Join Date
- May 2006
- Posts
- 1469
200 x 8 = 1600. Steps per rev
1600 x 3 = 4800 . 3 revs of stepper for 1 rev of pinion
4800 / 4 = 1200. This is your 4 inches per rev of pinion divided by 4 to get 1"
I only have info on metric gear so not sure about the pitch here.
Greg
-
05-03-2007, 06:49 PM #8
Registered
- Join Date
- Dec 2006
- Posts
- 532
Would it be beneficial to me to use 1/16 microstep setting? Originally Posted by Greolt
-
05-03-2007, 11:26 PM #9
Registered
- Join Date
- May 2006
- Posts
- 1469
Microstepping is not really to be depended on to increase resolution. It is more to help the motors turn smoothly.
It has diminishing returns and more than 10 generaly does not have much value.
I would look at maybe using a smaller pinion. Maybe 20 or 24 tooth
-
05-04-2007, 01:40 AM #10
Registered
- Join Date
- Dec 2006
- Posts
- 532
Well, i'm have 20 right now...
But what kind of resolution should i expect from setup like this?
-
05-04-2007, 03:05 AM #11
Registered
- Join Date
- May 2006
- Posts
- 1469
OK I was thinking you had a 48 tooth pinion :withstupi
1200 microsteps per inch is 0.00083" approx per microstep.
Or more realisticaly 0.0067" per full step.
IMO perfectly fine for a plasma cutter.
If you have not purchased the pulleys yet then consider 15 and 60 which will give you 4 to 1 reduction.
Greg
-
05-04-2007, 04:16 AM #12
Registered
- Join Date
- Dec 2006
- Posts
- 532
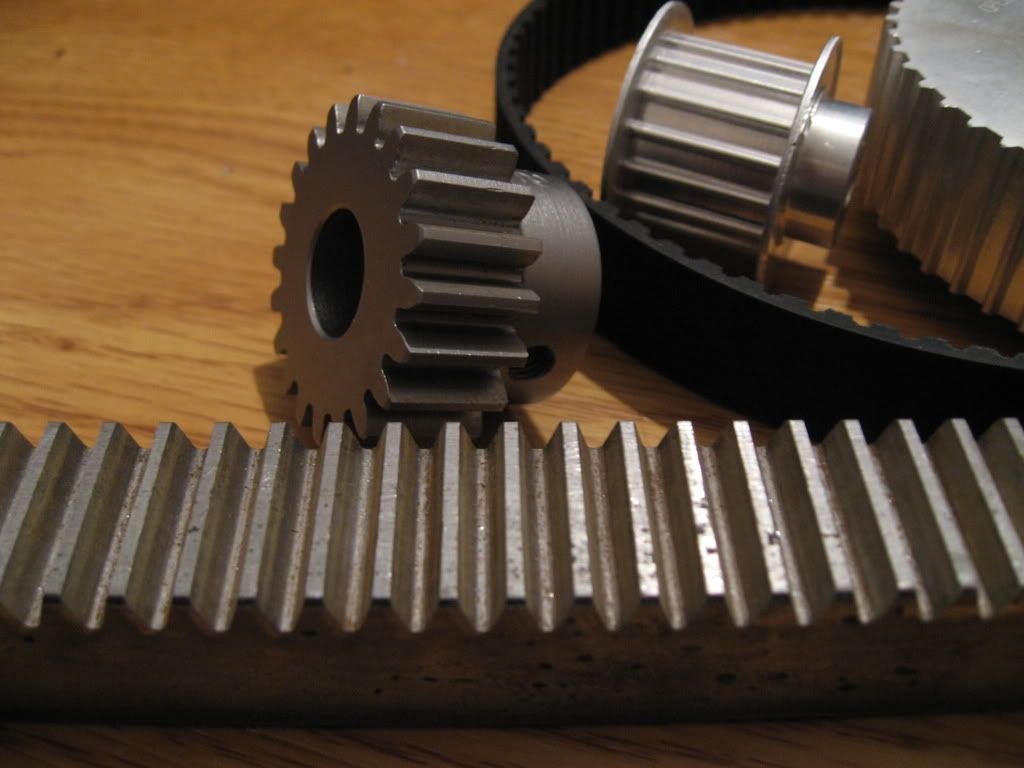
I already have all pulleys/gears for my router table(not plasma)
Here are few pics:




-
05-04-2007, 05:03 AM #13
Registered
- Join Date
- May 2006
- Posts
- 1469
Well then full steam ahead....... :cheers:
-
05-08-2007, 02:27 AM #14
Registered
- Join Date
- Dec 2006
- Posts
- 532
Thanks! Originally Posted by Greolt
The build is progressing very well over last couple weeks, hopefully i'll be producing chips sometime next week... cant wait
-
05-30-2007, 12:37 PM #15
Registered
- Join Date
- Feb 2007
- Posts
- 11
One way to do the calculation, which is easy for me to visualize, is to determine how far the rack moves with one turn of the motor.
The motor has a 1st state gear reduction of 16/48
Then it has gain of 48/20. This yields (16/48) x (48/20).
This yields 16/20 = .8 total reduction
Thus one turn of the motor will turn the spur .8 turns
.8 turns of the spur will rotate through 16 teeth of the spur ( .8 x 20), which in turn will move 16 teeth of the rack. With 5 teeth per inch this is 16/5 =3.2 inches of movement per revolution of the motor.
With 8 microsteps per rev and 200 steps per rev, the motor will need 1600 microsteps to move one rev, which is 3.2 inches of rack movement.
Thus 1600/3.2, which is 500, is the number of steps per inch.
This yields resolution of .002" per step. Seems awfully low for a router. I would look at changing the gear ratios. Increasing the number of microsteps/rev is not recommended as you will be sacrificing torque.
JMHO
-
08-02-2007, 12:02 PM #16
Registered
- Join Date
- May 2007
- Posts
- 26
Whilst we are on step calc's for Mach, I to also need a hand please.
My X axis is servo driven with a UD digital E4P 250 count encoder.
The servo drives a series of gear with pinion 16:36 then 14:44 with a final 14 tooth T10 spur drive the belt which the x gantry is attached. One turn of the spur moves the X gantry 140mm so you can say that this is my lead,
Here is what I get.
Gear ratio 2.25:1 then 3.14:1 for a total gear reduction of 7.0714:1
!000 step counts/rev x 7.0714 = 7071 counts to turn the lead one turn and move 140mm. Should I divide 7071 by 140mm to give me counts/mm = 50.51.
And enter this figure in the Steps section of my X axis motor tune. Then adjust acc and velocity to suit???
Jason
-
08-02-2007, 08:57 PM #17
Registered
- Join Date
- Feb 2007
- Posts
- 11
Help with gears
Your calculations look good to me. I would use about 4 digits of precision after the decimal point on all of your calculations to get everyting as accurate as possible. Good Luck!
-
08-03-2007, 01:08 PM #18
Registered
- Join Date
- May 2007
- Posts
- 26
Thanks for the response. When I woke up this morning it was straight to the work shop to load my motor settings.
A few tests on the x and y had me drawing perfect circles at 150mm with the figures I entered.
Now I have to work out how to control the Z axis digitally ie on/off from mach 3/grex.
My tabled is basically a fabric/composite cutter with a pizza wheel tangentailly controlled on the A axis. The plan is via a pneumatic actuator to shuttle the Z Axis up and down holding a A axis servo for the tangental control.
If any one has idea's how to do the Z axis up/down digital output in Mach I would really appreciate it.
Thanks
Jason

 Reply With Quote
Reply With Quote


Similar Threads
-
Calculating points from a drawing.
By ladyz666 in forum G-Code ProgramingReplies: 6Last Post: 08-29-2006, 03:43 AM -
Full Steps -vs- Micro Steps
By DJB282000 in forum CNC Machine Related ElectronicsReplies: 10Last Post: 12-29-2005, 06:25 AM -
calculating inductance
By 2muchstuff in forum CNC Machine Related ElectronicsReplies: 2Last Post: 11-13-2005, 07:27 PM -
Calculating Filter Capacitance
By CapnC in forum CNC Machine Related ElectronicsReplies: 5Last Post: 01-05-2005, 01:40 AM -
Calculating "steps per unit" for rotary axis?
By Beezer in forum Mach Software (ArtSoft software)Replies: 2Last Post: 11-28-2004, 10:31 PM
