



Ok hello everyone, I need your help. I designed this small parts for my brothers Rc Car. I designed this in Pro Engineer, saves as STL and transfered too Meshcam for the G-Code. I originally had set the Roughing pass with a 5/16 end mill, the finish and the pencil clean up with 3/8.
Before I go on, I can do pictures, but it's parts I design I want too cut!
Ok...So I set up my stock using the software saying that the total leng was 97mm (x) 12 (y) and 13 (z) the actual part is 90mm (x) 8mm(y) and 4mm(z). I set the stock up bigger because when testing different lengths of stock, when I generated my path there would times where there was much more lines then other, so I thought oh...it must not be thinking the Stock is large enough so it won't bother too cut that part.
After I set it up, or so I thought?....I ran the mill.
I offset the Z 9mm because the part I milling, I was hoping would fall out the bottom since I said the stock is 13mm and the parts is 4mm, well in any case, it looked like it was going smooth, and then after a while the program ended and all I had was the top surfaced down to I guess 4mm and then one of the sides "Slightly" contoured, but only one side and not enough too make it look good.
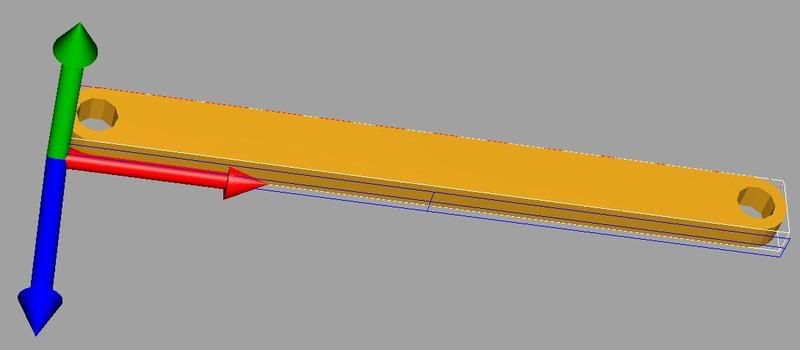
Here is what the parts is suppose too look like.
Am I better off milling the stock down too 4mm thick and trying too run it so it just cuts out the piece without it surfacing and everything.
Also, it never asked me too change tools, did the program not finish?
-Speed
Thread: Machine won't cut out my part!
Results 1 to 20 of 31
-
01-05-2008, 09:25 PM #1
 Gold Member
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
Machine won't cut out my part!
-
01-05-2008, 09:34 PM #2
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
I'm going too enlarge the stock, i just generated new path and seems like it will cut more. We'll see.
-Speed
-
01-05-2008, 09:37 PM #3
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
Is it a demo or evaluation version? I have Meshcam, but haven't used it that much yet. If it is a demo, it may be limited to a certain amount of gcode lines. If you have purchased the software, go to Help About and make sure it recognizes you.
After a reinstall once, I had to re register the code number that was sent to me originally.
This is one nice thing about Meshcam though. You can have a block of material and mill a part out that is hidden deep inside. Much like a famous sculpture once said about his work. I take a block of marble and remove everything that isn't a sculpture.Lee
-
01-05-2008, 09:47 PM #4
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
Are you talking about roughing, finishing, or both? It won't rough correctly if the depth per pass is too high. And make sure the stock is bigger by at least the tool diameter if you want it cut all the way around. I need to see a screenshot with the toolpaths if possible. Are you using a 3/8 ball tool? It may be too big for that part.
MeshCAM is really not the right tool for that part. Something like SheetCAM can do that with a 2D drawing far faster than MeshCAM will. And it'll probably need less than 5% of the code to do it.Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
01-05-2008, 10:08 PM #5
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
It's a demo, but i was told it does not matter. I have generated codes in meshcam having over 10,000 lines.
Ger21-Kinda both, I had set the Path too rough and finish it. I was "going" too use a 1/8 endmill. I meant too say 1/8 not 3/8! Oops.
I thought Meshcam was capable of cutting actual parts out I was planning on using Meshcam for my my designs.
I was planning on using Meshcam for my my designs.
-Speed
-
01-05-2008, 10:27 PM #6
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
If you post your part, I'll show you how to do it. MeshCAM can cut parts just fine.
But for that type of parts (2.5D), there are better alternatives available. Meshcam excels at cutting freeform shapes. Parts that are basically cut from flat stock can be done much more efficiently with a 2.5D package.Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
01-05-2008, 10:28 PM #7
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
Are you using a demo of mach3 by chance? There's no limitations with MeshCAM's demo, but there is with mach3's.
Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
01-06-2008, 12:53 AM #8
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
No i'm using EMC2.
I think I just left too little stock.
-Speed
-
01-06-2008, 01:59 AM #9
Registered
- Join Date
- Aug 2006
- Posts
- 231
Program choice
Speed,
I mentioned in another thread as well(the one with the Burton plate). But figured worth mentioning here too.
For the types of parts you are looking at you are better off using a 2.5D toolpath strategey. You will get much more efficient files and much cleaner parts. In fact you will not even have to solid model something like you have shown. A simple DXF will do. I realise that The part shown is just an extrusion but...
The toolpath file will be far easier to make as well. 2.5D
contouring and pocketing do not care about stock sizes and such they just cut the toolpaths where you tell them as you tell them regardless.....
Someone else said it her already thet meshcam is a 3-D raster strategy program and is better suited for cutting things of a more sculptural freeform nature.
If you are still in the trial version then it is not too late to go to a program that is more suited to your type of parts.
Dont get me wronge Im not dissing Meshcam. I owmn it and use it for my 3D sculptural projects. But I also use desk CNC for all of my parts that are similar to what you have shown. All the upgrade parts in the thread I did on my upgrades are donr this way.
If you would like i can elaborate on the differences in the tool path startegies I mentioned. Just in case you are aware of the differences.
-
01-06-2008, 06:27 AM #10
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
Would I be better off saving it as DXF and importing it into Meshcam?
I'll get back too this thread.
-Speed
-
01-06-2008, 01:09 PM #11
Registered
- Join Date
- Aug 2006
- Posts
- 231
DXF
No Originally Posted by SpeedsCustom
Originally Posted by SpeedsCustom

See thats the thing. MeshCAM works strictly with 3D data (STL files and 3D DXF). So it would still have to be a 3D DXF. So it analizes the enture surface data and generates tool paths for that entire surface. You may only be making one hole in a flat piece of stock, for example, but it will have the tool cutting the entire part surface just to get that one hole and doing so in a raster fashion. Raster will give you a poorer quality cut in this sort of instance.
A 2.5D program that contours and pockets uses an entirely different logic to how it generates tool paths. You use a 2D DXF and select the different geometric elements or "profiles" (In the case of your part: two holes and the rectangular border with rounded ends) and specify the cutting parameters for that specific area. The holes would be told to cut to the inside and up to your line, to your desired depth (thickness of your part + a little) and the border to cut to the outside in the same fashion but to the outside. The tool paths created would generate just what is needed to make the two holes and the border.
The tool moves by following your geometry not by going back and forth and making plunges as needed (raster).
It dos not care if you are cutting this hole into a plate of aluminum or your wifes favorite china, it just knows to "follow this line to a certain depth"
There is a similar thread going on right now that is discussing pocketing and contouring:
http://www.cnczone.com/forums/showthread.php?t=49837
If I were you I would really look at a 2.5D software package as well if those are the types of parts you will be making. I try to use 2.5 D over 3D rastering whenever I can much cleaner, faster and efficient. Desk CNC will do both it is just not as advanced or as many options for the 3D contouring as MeshCAM. They offer free trials on those as well. Get a trial and just try cutting a simple hole to see what I am saying.
 Just thought of this: contouring and pocketing basically does just the pencil cleanup portion of what you have been cutting now without all the back and forth over your entire surface while not actually cutting the top of the part. In the case of your Burton plate it would have ignored all your top surface(doest even know they are there) and just cut your lower portions in. You can still have it remove all the material in between your borders(this is called pocketing).
Just thought of this: contouring and pocketing basically does just the pencil cleanup portion of what you have been cutting now without all the back and forth over your entire surface while not actually cutting the top of the part. In the case of your Burton plate it would have ignored all your top surface(doest even know they are there) and just cut your lower portions in. You can still have it remove all the material in between your borders(this is called pocketing).
In the part above it would have cut two holes in and then traced out the outer edge and the part is done.
In the case of you stock being too thick as you mentioned. You either start with a more appropriate stock size or face mill it to the proper thickness before cutting your profiles.
-
01-06-2008, 05:22 PM #12
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
Wow, great thank you so much. I knew there had too be an easier way of cutting the parts. I just felt that is did "Unnecessary" things, going back and forth for no reason. What you mentioned in your last line is perfect. I would first make the stock 4mm and then run the program too make the holes and just cut out the part. Thats what I need.
Other then DeskCNC, could you recommend any other programs I could maybe buy without killing my wallet ?
-Jason
-
01-06-2008, 05:43 PM #13
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
-
01-06-2008, 06:03 PM #14
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
What about the Vectric 3d cut? http://www.vectric.com/WebSite/Vectr...d_features.htm
Is this something that I might be looking for?
-Speed
-
01-06-2008, 06:07 PM #15
Registered
- Join Date
- Aug 2006
- Posts
- 231
programs
I can only vouch for the two I have mentioned as they are all I have used.
I know there are cheaper out there.
Check this guys site out it his "story of a guy starting into CNC". He tried all the demos out there it seems and gives his reviews. Keep in mind they are a few years old and one man's opinion but he breaks it down none the less.
3D contouring still has its place just not for the type of parts you have shown.
I use MeshCam as I said to do more sculptural parts like lets say a face or a model of corvette or something like that.
But for flat faced parts that are basically just cut out and maybe have some recesses in them go for 2.5D
I chose deskCNC because it will do 2.5D plus 3D plus 4th axis rotary so it seemed to be some good bang for the buck. I also chose MeshCAM though because they offered more advanced 3D tools plus flip and index milling. So between the two I have a reasonable arsenal of tools for a variety of project types, for @ $350 at the time I bought them.
-
01-06-2008, 06:15 PM #16
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
Ok, so meshcam is still used for more 3-d objects, cool, great.
I have just become so use too the Meshcam is hard for me to go too a program like Sheetcam and learn how too use it.
Here is my main goal, I want too just be able to cut out my simple part without all the back forth stuff.
Cut the stock too height and then just cut it out. It seems very simple.
Just help me guys out, which you have been doing and I am very grateful.
-Speed
-
01-06-2008, 06:28 PM #17
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
I use SheetCam for these type things. Just email Les and he will send you an evaluation license. It is pretty simple to learn. It is one of the parts I use in my blade guard product. The drawing is a simple 2D DXF. I use layers for each different part. I use Turbocad for that. I open the drawing in Sheetcam. Sheetcam gives the options like drilling, pocketing, inside or outside contour cutting, profiling and engraving. This part is done with just a mill drill. (pointed endmill)
Here is an older video of my machine before I rebuilt it cutting one of these parts. All done with Turbocad, Sheetcam and then Mach 3.
[ame="http://www.youtube.com/watch?v=YG7j_u5Ffgs"]http://www.youtube.com/watch?v=YG7j_u5Ffgs[/ame]Lee
-
01-06-2008, 06:34 PM #18
Registered
- Join Date
- Aug 2006
- Posts
- 231
The vcarve software that is there I have heard alot of ppl talk about. It seems to be alot of ppl who are engraving, making signs etc. Never used it cant truly comment. It seems to be a contouring and "maybe" pocketing program. They say it is 2D (not 2.5D)so I am not sure how far it actually goes. From what I can tell though it is strictly 2D and does only engraving using a pointed cutter. Originally Posted by SpeedsCustom
The cut 3D software looks like something similar to meshcam
The photo carve I think mescam has an option to do that sort of thing as well.
-
01-06-2008, 07:25 PM #19
Registered
- Join Date
- Aug 2005
- Posts
- 597
Hi again,
Cut3D does 3D machining in the same way as Mesh-cam but looking at your parts and I would suggest that they are more easily and quickly machined using 2D / 2.5D toolpaths.
See > http://www.vectric.com/WebSite/Vectr.../c3d_index.htm
3D projects from Cut3D can also be combined > imported into VCarve Pro to alloe conventional 2D / 2.5D engraving, pocketing, drilling can be added.
A Free Trial version of this software available from the web site,
See > http://www.vectric.com/WebSite/Vectr...s/download.htm
************************************************** *****
I hope this helps,
Tony
-
01-06-2008, 08:24 PM #20
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
VCarve Pro is a full featured 2.5D CAM package as well as a V carving package. Has pocketing, contouring, drilling, ramping, leadin/leadout, tabs.... Download the trial and try it. Originally Posted by under-dog
Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)

 Reply With Quote
Reply With QuoteSimilar Threads
-
How can I machine this part?
By scubasteve_911 in forum MetalWork DiscussionReplies: 6Last Post: 09-05-2007, 07:48 PM -
how to machine this part
By star1280 in forum MetalWork DiscussionReplies: 13Last Post: 06-13-2007, 09:14 PM -
What wil be the best way to machine this part?
By chakaloso in forum MetalWork DiscussionReplies: 21Last Post: 05-15-2007, 06:22 AM -
Machine Down Need Part Bad!!!!!
By joe1970 in forum Mazak, Mitsubishi, MazatrolReplies: 3Last Post: 09-30-2005, 12:36 AM
