



sure Sully,
I can post some pix.....gimme a day or so..
Results 21 to 36 of 36
-
03-13-2008, 06:57 PM #21
 Registered
Registered
- Join Date
- May 2003
- Posts
- 162
-
03-13-2008, 11:00 PM #22
Registered
- Join Date
- Feb 2008
- Posts
- 9
Excellent
Excellent... Thank you sir!
Regards,
Sully
-
03-16-2008, 06:04 AM #23
Registered
- Join Date
- Feb 2008
- Posts
- 9
Text on your Panel - How?
Fivefishcnc,
What is the process of getting the white words on your case; "SC-1 Kit MIC PREAMP"? I saw your case in the link you provided in an earlier post:
http://www.fivefish.net/diy/1UX4-SC1.../SC-1-rack.jpg
Is it engraved then painted?
Regards,
Michael
-
03-16-2008, 06:11 AM #24
Banned
- Join Date
- Jan 2008
- Posts
- 19
It's just black anodized aluminum, engraved with the text. So that's the natural aluminum color showing.
-
03-18-2008, 05:14 AM #25
Registered
- Join Date
- Mar 2008
- Posts
- 11
fivefishcnc:
do you have a picture of your cnc router?....
i need to cut about 3mm thick aluminum - just 3"x1" rectangle piece and am searching for options....
what machine are you using?....steppers specs and all - if you can share?
any1 else, who can help me choose the right machine frame for 3mm of aluminum cut in a single pass (or two)?
Thanks !
-
03-18-2008, 05:30 AM #26
Banned
- Join Date
- Jan 2008
- Posts
- 19
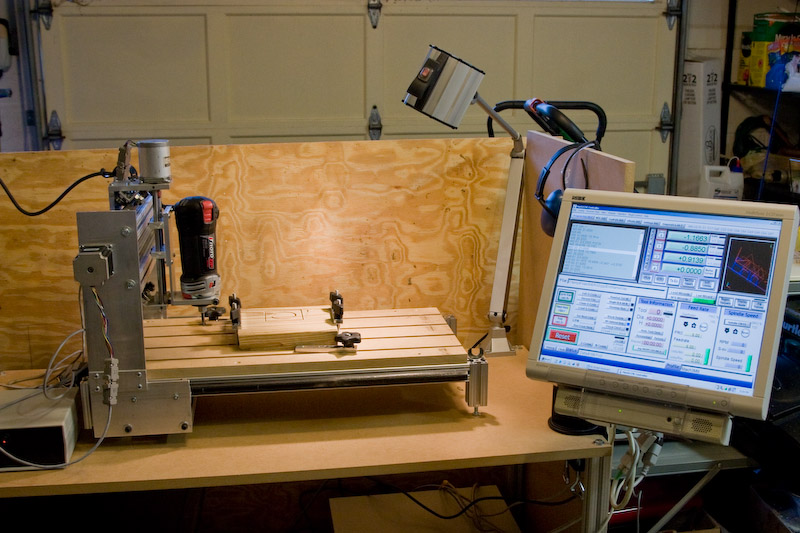
ali
Here's a pic. of my setup, showing the LCD touch-screen.
I just bought the machine on eBay. Using 180oz X,Y stepper motors, 120oz Z. Cut size is 12" x 21" x 4".
And a YouTube video
[ame="http://youtube.com/watch?v=uA0xwIE4xdI"]YouTube - CNC milling of Rack Case[/ame]
PS: Please no flaming if I'm not doing the milling correctly in the video. I'm not a machinist by trade.
-
03-18-2008, 05:43 AM #27
Registered
- Join Date
- Mar 2008
- Posts
- 11
fivefishcnc
Awesome !!!
you have just cleaned up my brain with a lot of questions i had regarding selection of a cnc router !
excellent setup you got !
-
04-03-2008, 03:23 PM #28
Registered
- Join Date
- Mar 2008
- Posts
- 11
just another question:
how did you painted that aluminum?....is it powder coated, anodized...or paint?
if you did it your self then what is the procedure of powder coating or anodizing?
can you share?
Thanks
-
04-03-2008, 04:56 PM #29
Registered
- Join Date
- Jan 2008
- Posts
- 6
Not sure if you solved your problems, but here are some ideas for you.
I cut aluminum all day with a MultiCam Router. We use Belin Bits, #33635 1/4", #33317, 1/8", and #33476 3/16". Our feed rates are between 60 and 80 ipm. Spindle speed of 18,000rpm. Our table is vaccuum so there's no problem holding the material. You might want to use a spray adhesive to hold your parts down, it works well.
Also, we spray Denatered Alchohol for coolong. It works really well, and there's no cleaning of oil afterwards. We use these techniques for aluminum of thinknesses of .080, .090, .125 and .25. When cutting the .25, we normally make 2 or 3 passes.
Not sure if this helps you situation, but thought I might offer up some tips.
Larry
-
07-18-2009, 05:56 AM #30
Registered
- Join Date
- Feb 2008
- Posts
- 19
Hi. I am not sure about the etiquette of digging up a five year old post (at least your words have stood the test of time!) but have been browsing the archived articles. Can I ask if you have any details about milling the sheet steel - we are milling 350x350 mm holes in cabinet door panels and I would like to glean as much information as I can eg tool type, rpm, feed rate, depth of cut that you used. Originally Posted by LeeWay
Originally Posted by LeeWay

Thank you kindly.
-
07-18-2009, 10:52 AM #31
Registered
- Join Date
- Feb 2007
- Posts
- 1084
In 12ga steel? As in 2.6mm? Holding the material down would be your biggest factor, your next variable would be how much spinlde speed is available. Originally Posted by LeonM
Plasma would be more efficient than milling for this process, if you only have a mill available, honestly, your limited to how well you can hold the work piece, and or .025mm per tooth feed at max RPM, maybe a little more...
The more information you give about the operation and equiptment available, the better the anwer you will get for sure.
MC
-
07-18-2009, 11:54 AM #32
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
I agree. Plasma is likely much better suited to do a job like this, especially on larger sheets or parts.
I decided not to finish my plasma right now though for a couple reasons. On a plasma, I would not have been able to engrave the brand name and sheet thickness like I do on the mill. I also need exactly spaced and sized 1/8" holes pretty close to one edge on most of the parts I make. The milling of the parts may actually be a bit more exacting in part tolerances as well. Most are pretty small parts. The longest is 5" by 12". Most fit in a 6.5" by 9" blank.
I use a magnetic chuck to hold these parts.
Unless you had a really large mill and chuck, I doubt that solution would be viable for you. Two in conjunction might work if you had room.
My feeds and speeds have varied some over time. I am now cutting these in 4 passes. .025" DOC on 12 gage. 2900 rpm and 15 IPM seems to work great. I get pretty good tool life like this and the stock never releases from the chuck accidentally.
I was using Chinese made 4 flute Tin coated 3/16" em's. Pretty much all US made ones right now. They are lasting 2 to 3 times longer than the China ones were.
Tool life is shortened some by the recutting of chips sometimes, but I easily get 12 sets of parts per each tool.
This process won't work for everyone and there was quite a bit of trial and error initially, by I am very satisfied with the results now.
One hint for anyone wanting to try light milling on a mag chuck, eyeball the bow on the sheet and place it arched upward on the chuck. When you engage the mag, it will suck the center down and really lock it in place. It's likely to slip if done the other way.Lee
-
07-18-2009, 12:25 PM #33
Registered
- Join Date
- Feb 2007
- Posts
- 1084
How big is you mag chuck? Probably an expensive fixture unless your doing mass production, I'm guessing. Originally Posted by LeeWay
Another idea that I remember from my fathers shop back in the early 80's, they were using plasma cutters and manually cutting the openings for buttons, guages, and push button interfaces. They would use a jig that was sized so you would guide the nozzel of the plasma cutter around the ID and cut out the appropriate diameter or square. I don't think they had cnc plasma cutters back then, or they were too expensive, but it seems today it would be cost effective for low production... Back then, they paid a guy who did nothing but plasma cut sheet steel all day by hand using hand made jigs. I think back and have to smile, today, it would be CNC plama or CNC punch, but things have changed a little bit in 25 years
BTW, they were making temperature control cabinetes for DME, mold guys would be farmiliar.
MC
-
07-18-2009, 12:51 PM #34
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
Originally Posted by mc-motorsports
Mine is just a 6" by 12" from Grizzly.
They have bigger, stronger and more costly ones, but this is the one I use.
http://grizzlyindustrial.com/outlet/...ic-Chuck/G6532
Every couple months I resurface it with a facemill. Don't remove much. I have taken less than 1/4" off the top so far. Still going strong. It has lasted 1.5 years so far running with this at least 5 days a week, so really not costly at all. I will likely get one of the stronger ones next time. Then I would be able to increase the feeds and DOC some to increase production a bit.
When I bought this, I was told by a few that it would not work. I'll not mention any names.
I leave a few small tabs in my parts and that makes them easy to break out using a bandsaw.
Perhaps not as elegant if the surrounding stock needs to stay intact.
Punch press might be another good option. They have some fairly low cost ones you can get for stuff closer to the edge of the parts. No need for a large machine if that is the case.
Just saw this. Here is a nice one if you have the mill to hold it. It's an electromagnetic chuck. German made. I bet you could dang near pick up a car with it.
http://cgi.ebay.com/13-75-x-25-5-ELB...#ht_500wt_1101Lee
-
07-19-2009, 07:38 AM #35
Registered
- Join Date
- Feb 2008
- Posts
- 19
Hello Lee and MC
Thank you both for the tips, it is much appreciated. I will have to experiment with the feeds that Lee suggested . It was good to hear how long the tool lasts - being new to this I am always unsure if short tool life is typical or if I am doing something wrong. Do you get much flexing of the bit? I was initially trying a 1mm depth of cut (40 thou) at >100mm per minute and the tool was very curved
Thanks also for the suggested chipload, our bit manfuacturer seems to suggest a chipload of .05mm for everything which makes me think there is a mistake on their website.
I actually posted a similar thread elsehwere and I had a lot of suggestions for plasma/laser/water cutting but the panels are already powdercoated when we get them so we can't use plasma or laser and water cutting is way overpriced here. We also prefer to do them in house so they don't get damaged (the panels are worth several hundred dollars to replace). I like the idea of the magnetic clamp - I have a stash of small electromagents to use sometime but for now I am clamping the cutout section with some 10mm thick steel plates that almost cover the cutout on the top side and are bolted to the bed below. This is not too bad but I think that I also need to have similar heavy plates underneath (the panels have folded edges so they can't sit flat on the bed. They are sitting up on polyethylene blocks at the moment).
As well as the 2.5mm thick panels we also have a number of 1.5mm panels so clamping these is going to be even more important.
How much do you pay for the TiNite coated bits? They are about $30US here, or $10 US for an uncoated one (Asutralian made, reasonable quality).
Another question too - we are cutting with a 4mm bit, we could go to a 3mm and cut 1/4 less material but with a more flexible bit would mean we are probably cutting slower or we could use a 3/16 bit as lee suggests and cut 20% more waste. Did you always use a 3/16 or was it a matter of experimenting? We are thowing the cutout away and keeping the panel around it so a smaller bit means sharper corners but we would consider bigger bits if it is going to allow us to cut faster.
Regards
-
07-19-2009, 12:38 PM #36
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
My processes were all trial and error initially. I did try both 1/8" and 1/4" EM's to start with, but 3/16" wound up being the happy medium and lets all my profiles stay within tolerances. There are just a few that I have to take a file to the inside corners, but most are fine the way they come off the machine.
I never notice any flex on these. I'm sure there may be a bit of it, but all my profiles are fine on size, so it works well.
I started out using China made EM's. Been using used USA EM for the past 6 months and still have a good supply of those. Dirt cheap on Ebay. They are like new though. They either resharpened them or they lightly used the sides. I mill with the ends, so these were a great find. About $1 each for double end 4 flute USA HSS and TIN coated 3/16" center cutters.
I was able to get quite a supply of these for about $100.00.
The Chine EM work okay too. Just not as long a life as the USA ones. They only cut like new once, where the USA ones might cut like new 6 times. It starts leaving a larger burr on the parts the duller they get.Lee

 Reply With Quote
Reply With QuoteSimilar Threads
-
Keep breaking drill bits
By Chris64 in forum MetalWork DiscussionReplies: 17Last Post: 03-28-2008, 04:23 PM -
Carbide bits keep breaking :(
By BrassBuilder in forum MetalWork DiscussionReplies: 10Last Post: 02-04-2008, 07:37 PM -
I keep breaking bits!
By mccombbj in forum Benchtop MachinesReplies: 35Last Post: 06-30-2007, 03:45 PM -
Breaking Bits Help
By ninewgt in forum Composites, Exotic Metals etcReplies: 5Last Post: 04-01-2005, 02:23 AM -
i keep on breaking bits???
By joeyboy in forum Uncategorised MetalWorking MachinesReplies: 11Last Post: 03-24-2004, 10:18 AM
