



This is a spindle OD = 7/8" with 48 splines. Is this a partial extrusion...? EDM...? Forged...? Casted...? I am lost, any help would be MUCH appreciated.
Thread: How is this manufactured???
Results 1 to 20 of 20
-
01-12-2010, 04:42 AM #1
 Registered
Registered
- Join Date
- Jan 2009
- Posts
- 15
 How is this manufactured???
How is this manufactured???
-
01-12-2010, 05:09 AM #2
Registered
- Join Date
- Dec 2009
- Posts
- 14
can u send me the
drawing
i can try to help u out
-
01-12-2010, 05:16 AM #3
Registered
- Join Date
- Jan 2009
- Posts
- 15
oops! Forgot to attach the pic.
Thanks
-
01-12-2010, 05:17 AM #4
Registered
- Join Date
- Jan 2009
- Posts
- 15
-
01-12-2010, 05:37 AM #5
Registered
- Join Date
- Feb 2006
- Posts
- 992
it's look like they are mill with a saw.
The best way to learn is trial error.
-
01-12-2010, 05:45 AM #6
Registered
- Join Date
- Dec 2009
- Posts
- 14
this can be easily done using edm machine.
if ur left with no option other than cnc milling milling machine, the component can be done using 4th axis arrangement. but the cutter leaves its traces at the ends. length of the spline should be more than the working length.
-
01-12-2010, 05:49 AM #7
Registered
- Join Date
- Mar 2006
- Posts
- 58
It would be super easy to do with a rotary table and a shaper. However, they probably use a broach, knurl, or EDM.
-
01-12-2010, 04:20 PM #8
Registered
- Join Date
- Jan 2007
- Posts
- 1389
Splines while you can make them on a edm or 4th axis they will never be 100% right
I forget the proper name of the machine a gear shop uses, I wanna say a hob.
a broach is pretty much for intenal splines. they do have them for od work as well
We used to do thousands of parts (lathe work) splines for aircraft shafts. I can still picture the machine my vendor had but cant remember the proper name.
-
01-12-2010, 04:56 PM #9
Member
- Join Date
- Jan 2005
- Posts
- 15362
Hi wilson248
You have a lot of answers, You could do this your self with a manual mill a fly cutter ground to the shape of the spline, a 4 axes/ indexer or rotary table to hold the work
The hole is nothing special you could drill this part on a lathe thread Etc
The method for production would be to use a gear Hobbing machine, this process is very fast for such a spline, they can of cause be roll formed as automotive axles use this process
If you look close at the part you will see how it was done, you can even measure what the diameter of the cutter they used by the radius at the end of the splineMactec54
-
01-12-2010, 05:29 PM #10
Registered
- Join Date
- Mar 2006
- Posts
- 2712
Delw is right. Splines are commercially cut with a spline hobber. Splines CAN be cut with the proper form tool on a mill with an indexer. The form is usually an involute spline. Sometimes a straight sided spline.
Accurate splines have about the same degree of difficulty as accurate gears.
Dick ZDZASTR
-
01-12-2010, 06:03 PM #11
Moderator
- Join Date
- Jan 2006
- Posts
- 4396
If you look at where the Spline Ends on the shaft it decreases. So it would have to be a Hob (like a Barbra Coleman) or a Slot Saw. Originally Posted by Delw
Originally Posted by Delw

The fastest and most accurate way to make this would be a Hob.
I would say Hob as well.Toby D.
"Imagination and Memory are but one thing, but for divers considerations have divers names"
Schwarzwald
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
www.refractotech.com
-
01-13-2010, 12:19 AM #12
Registered
- Join Date
- Feb 2008
- Posts
- 586
Could be done with an external rotary broach. Slater.
-
01-13-2010, 02:53 AM #13
Registered
- Join Date
- Jan 2009
- Posts
- 27
Check this out at Youtube.
[ame="http://www.youtube.com/watch?v=fR2duvm3lPo"]YouTube- GEAR HOBBING M20/32 CITIZEN CINCOM[/ame]
-
01-13-2010, 03:28 AM #14
Moderator
- Join Date
- Jan 2006
- Posts
- 4396
I have been dying to use one of these. Ever since seeing the Tsugami and the Star's this is one of the Must Does this year hopefully. Originally Posted by citizencnc
 Toby D.
Toby D.
"Imagination and Memory are but one thing, but for divers considerations have divers names"
Schwarzwald
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
www.refractotech.com
-
01-19-2010, 05:33 AM #15
Registered
- Join Date
- Sep 2006
- Posts
- 36
METHODS
You have an SAE J500 SERRATION. As others have posted, may be hobbed, gear shaped, rotabroached, rolled, and so forth, here is the old data for example, current data will be close. Originally Posted by wilson248

Cheers, Les
-
02-07-2010, 04:31 AM #16
Registered
- Join Date
- Sep 2006
- Posts
- 36
 SAE J500 SPLINE
Originally Posted by wilson248
SAE J500 SPLINE
Originally Posted by wilson248
You have SAE J500 spline, here is some data.
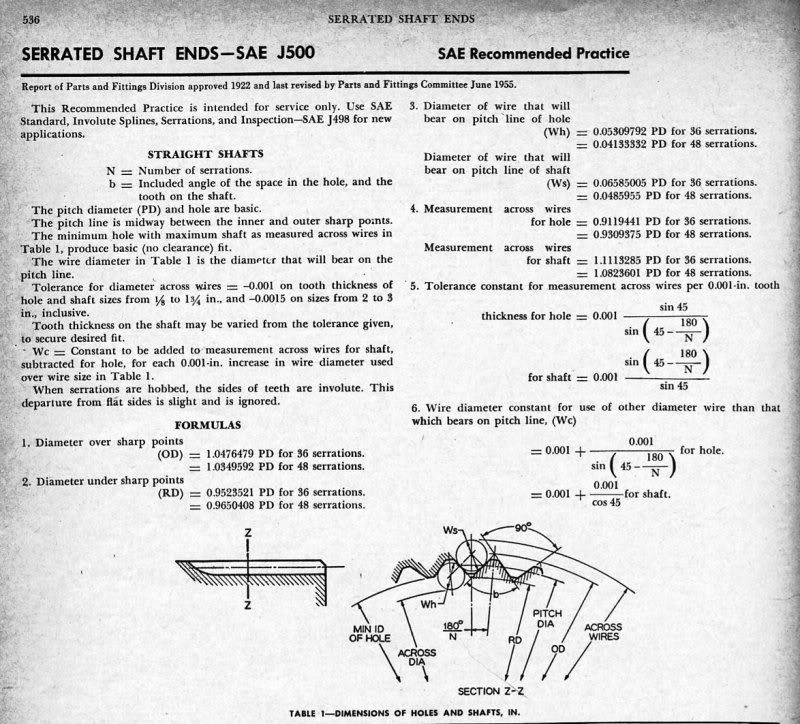
Your part as has been stated, may be hobbed shaped, rolled, in production quantaties, do it yourself; some kind of INDEXER for 48 Teeth. fly cutter ground to angles listed in data for 7/8-48t straight sided spline.
Cheers,
-
02-07-2010, 05:25 AM #17
Registered
- Join Date
- Jan 2009
- Posts
- 15
Thanks for the info!
Very helpful everyone!
-
02-07-2010, 09:36 AM #18
Registered
- Join Date
- Oct 2007
- Posts
- 37
Cool video. I used to work at a gear making company i even worked on manual hobbers. Dirty dirty work lol the hobbers ran oil coolant and even though they were "manual" it was just push a button and let them run after it was setup. They didnt have anything as fancy as the bar feed hobber in the last part of the video though. They did have the biggest gear hobber in the state and one gear they worked on was 20000 lbs Originally Posted by citizencnc
. Neat to watch, but truly boring work.
-
02-11-2010, 03:59 AM #19
Registered
- Join Date
- Oct 2005
- Posts
- 251
For high production quantities (automotive) the process is done by rolling the splines on the shaft.
-
02-11-2010, 10:52 PM #20
Registered
- Join Date
- Oct 2007
- Posts
- 37
It all really depends on how much taper they want in the back of the spline since hobbing leaves quite a bit. Originally Posted by ctate2000

 Reply With Quote
Reply With Quote fficial%26sa%3DN%26um%3D1&ei=zfdLS6_POIPqtgPLqcHpC g
fficial%26sa%3DN%26um%3D1&ei=zfdLS6_POIPqtgPLqcHpC g
Similar Threads
-
Need advice about wood product, manufactured in Canada
By Litografa in forum Canadian Club HouseReplies: 0Last Post: 01-10-2010, 04:26 PM -
How to get your PCB design manufactured ?
By Konstantin in forum CNC Machine Related ElectronicsReplies: 5Last Post: 07-30-2006, 03:08 AM -
Pricing A Cnc Manufactured Picture Frame
By TheNigerian in forum Community Club HouseReplies: 8Last Post: 06-23-2006, 04:59 PM
