



I ran through a program tonight without issue. I replaced the stock, and hit "Cycle Start" and it ran the first tool just fine. It moved to the correct tool change position, and I installed the 2nd tool. At that point the X,Y, Z and spindle speeds were all wrong, causing the tool to crash into my vise.
Is there some protocol I'm unaware of with Mach3? Do I need to hit "Program Reset" or reload the G code between runs?
This happened to me once before, about 3 months ago. Since then, I've always been able to hit "Cycle Start" and had no issues (until tonight.)
Has anyone else had this issue?
Results 1 to 20 of 25
-
01-14-2013, 12:40 AM #1
 Banned
Banned
- Join Date
- Jun 2012
- Posts
- 111
Mach 3 Controller Issues - 2nd run of program
-
01-14-2013, 01:04 AM #2
Registered
- Join Date
- Jan 2012
- Posts
- 714
I had a couple problems last summer, for no apparent reason the z proceeded to go into the vise during a program run, before that on the same day the x axis stopped short of the end of the part and proceeded back in the other direction, I shut it off before it hit anything that time.
The power company tree trimmers were working nearby that day and I think I had a small power glitch that caused it.
I really havent had a problem since, I did install an uninteruptable power supply on the computer though shortly after that time.
I was assured by Tormach that this isnt a common problem.mike sr
-
01-14-2013, 01:15 AM #3
Registered
- Join Date
- Dec 2003
- Posts
- 673
Not common? I just had it today too - just posted a few minutes before you in face, and have had with other machines under Mach.... Something is going on.
-
01-14-2013, 03:31 AM #4
Registered
- Join Date
- Jan 2012
- Posts
- 789
Usual culprits for me:
Problem with parallel cable/dirty contacts
Power glitch
Some big electromagnetic interference in the shop (welder, etc)
Unusual, but solvable problem for me:
http://www.cnczone.com/forums/tormac..._resolved.html
-
01-14-2013, 11:08 AM #5
Banned
- Join Date
- Jun 2012
- Posts
- 111
After thinking about it some more, here are the specifics. The spindle went to 250 rpm, and the table went to 0,0. The quill was headed to Z=0 and ignoring the tool lenght offset.
I guess I'll contact Tormach and Artsoft today to see if they have any insight.
-
01-14-2013, 11:50 AM #6
Registered
- Join Date
- Dec 2003
- Posts
- 673
That's what happened to me too yesterday. Check that your G43 Hx is on a separate line from your tool change. I posted just before you so look at that thread. Originally Posted by sperman
Originally Posted by sperman

-
01-14-2013, 03:01 PM #7
Registered
- Join Date
- Jan 2012
- Posts
- 714
Occasionally I have one of the axes not move even though the readout is moving, a machine reset fixes the problem.
Recently the spindle came on after a tool change during a program run but it was turning very slowly, it didnt go to the set speed, I switched to manual quickly and it worked fine, I could set the speed and it would come up to speed with the potentiometer fine, I reset Mach to get the program to run correctly again, I have no idea what caused this.mike sr
-
01-14-2013, 03:06 PM #8
Banned
- Join Date
- Jun 2012
- Posts
- 111
I really find it hard to believe it is because of the G43 and Hxx being on the same line. My post generates all of the tool changes that way. This program ran fine 10 minutes earlier.
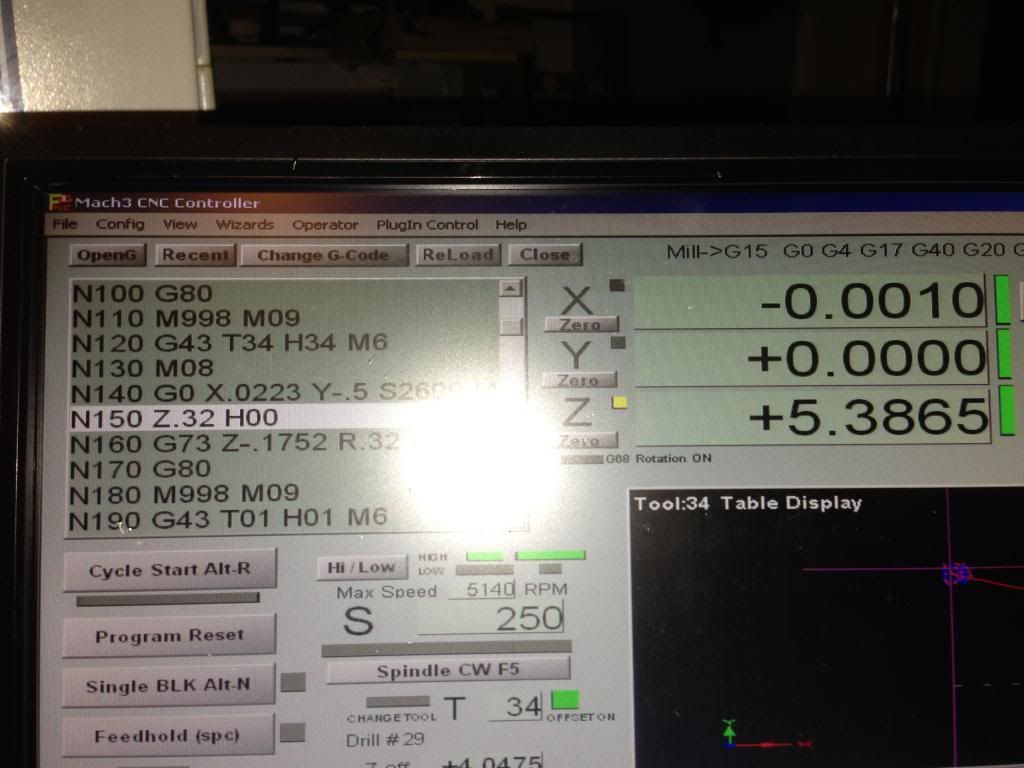
Here is a screenshot after the incident (I moved the Z axis so the tool wasn't buried in the vise.
I don’t know how easy it is to tell in the picture, but the last commanded line was X.0223 Y-.5 S2600 and you can see on the display X&Y are zero and the speed is 250. (Sorry about the glare, I decided to take a picture with my phone on the way out the door this morning.)
-
01-14-2013, 03:56 PM #9
Member
- Join Date
- Jan 2005
- Posts
- 15362
sperman
Your program is not correct, Mach is very forgiving, & lets people that run it get away with losts of bad programing formats, attached is how the start of any program should be, not all of this is needed, but if you use this program format, for the start of each program, then you will not have any crashes,The M998 is also known to not work correct all the time, it may have been fixed???Mactec54
-
01-14-2013, 05:32 PM #10
Registered
- Join Date
- Feb 2007
- Posts
- 1041
I've had this happen in the past a few times, it's most likely you or mach glitch. If it doesn't correct the issue as mactec54 suggested, save everything (tool table, custom wizards, etc..) needed on a jump drive and reinstall. I've broken probe tips, vise crash and expensive end mills. I'll also mention always reference the mill
-
01-14-2013, 06:54 PM #11
Registered
- Join Date
- Oct 2011
- Posts
- 477
I have the problem where the spindle will occasionally start at minimum speed regardless of the programed speed also. This can occur the first time the program is run or the 200th time it is run without any apparent pattern. If the program is stopped the spindle will start normally the next time the progeam is run.
Haven't seen the other problem yet however.
nitewatchman
-
01-14-2013, 07:13 PM #12
Banned
- Join Date
- Jun 2012
- Posts
- 111
Tormach said they have seen the spindle start at its lowest speed is accidentally double clicked. I will run some tests when I get home this evening to see if I can get it to repeat.
-
01-14-2013, 07:13 PM #13
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Ah, the joys of life with Mach3! I was plagued with random, unpredictable, often destructive actions from Mach3 for years, on every machine I used controlled by Mach3. I would often spend hours a week on the phone with the Brian Barker, the Mach3 developer, and Greg Cary, the SmoothStepper developer, debugging problems. Some, we simply never could get to the bottom of, despite spending weeks trying. For some reason, drilling was especially troublesome, and I'd sometimes break a half-dozen drill bits in a single day, when Mach3 would just randomly decide to rapid the drill at 250 IPM into the part right in the middle of a peck drilling cycle. That one was the last straw for me, as it could not be resolved despite months of trying.
A bit more than a year ago, I switched to a KFlop, wrote my own CNC controller app to run over the KFlop DLLs, and I have not had even one unexplained action since the very first day it went into service. A few times I *thought* it had mis-behaved, but after investigation, it always turned out to be either an error in the G-code, or something I had done wrong. I have saved more than enough money just by NOT having to replace so many broken tools, probes, and ruined workpieces over the last year to MORE than pay for the KFlop. The only downside is it took a LOT of time and effort to get the KFlop setup to do everything I needed, but in my case it was more than worth it, as, for the first time, I have a machine that is absolutely 100% dead-reliable.
Unfortunately, this is just the way it is with Mach3. Many users never have a problem, others have constant problems, most just have occassional, random bizarre faults as seen in this thread. It's very dependant on your particular configuration, and your particular PC. This is precisely why Tormach insists on a "locked" configuration, and sticks with a very old version of Mach3 - Better the devil you know. Hopefully, Mach3 v4 will be a major improvement, as it's a near total re-write from the driver all the way up, and the architecture is VASTLY improved over the hideous can of worms that is the current Mach3 architecture, but no telling when v4 will actually be released, or how long it will take to become really stable. It's been "any time now" for at least 3 years. But, it is finally nearing alpha, which is a big step.
Regards,
Ray L.
-
01-14-2013, 11:28 PM #14
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Scott, isn't the H00 on line 150 canceling the length offset?
I'm assuming you have an M03 on line 140 after the S2600 to actually turn the spindle on. I always put the spindle and coolant commands on their own lines so I can keep them separate from moves when reading the gcode. I'm assuming that Mach is smart enough to turn the spindle on, wait the set time and then perform the move that is on that same line (but have never tried it that way).
I always put the spindle and coolant commands on their own lines so I can keep them separate from moves when reading the gcode. I'm assuming that Mach is smart enough to turn the spindle on, wait the set time and then perform the move that is on that same line (but have never tried it that way).
Mactec54, I've been using M998 since 1996 and have never had a glitch. I'm currently running Mach3.043.022 on my machine but still using the Tormach M998 macro.
Randy
-
01-14-2013, 11:38 PM #15
Banned
- Join Date
- Jun 2012
- Posts
- 111
Randy,
I'm not sure why my post processor generates the H00. It's been on my list of things to investigate for a few months, but Mach 3 is ignoring it. It has no impact on the running of the program. (Even if it did, it wouldn't explain the X and Y axis moving to 0, and the speed changing to 250 RPM.)
This is a repeatable problem. It isn't caused by a fast double click, but by clicking "Cycle Start" while the program is running. It is a repeatable problem.
Ray,
I was going to try and look up who had posted recently about switching to KFlop. Maybe you could start a thread on your experiences. Right now I don't have the time or the money to convert the controller, but it is something I would like to do in the near future. I would be interested to know how much time it took you, and how long the conversion took. (Like I said, maybe that is worthy of its own thread.)
I'll post some video shortly of the problem. At least if it is repeatable I know it is something I can do my best to avoid, and react to when it happens.
-
01-14-2013, 11:55 PM #16
Banned
- Join Date
- Jun 2012
- Posts
- 111
Here is the video. It runs the first tool fine. As soon as it starts the spindle after the tool change, if you accidentally click "Cycle Start" again, it moves all axis to 0,0,0, sets the spindle to 250, and seems to change the feed to 8 ips.
Obviously this isn't anything I would ever do intentionally, but it seems like somethings that would be easy to fix in the Mach 3 code.
Sorry about the video quality.
<iframe width="420" height="315" src="http://www.youtube.com/embed/aIbrIsWhAV0" frameborder="0" allowfullscreen></iframe>
-
01-15-2013, 12:28 AM #17
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Ahh, I see. You hit "cycle start" twice.
You would think, Scott. Just lock out "Cycle Start" until an appropriate time to look for it. But it is surprising what is elusive in Mach3 if you peruse its own forum. Originally Posted by sperman
If it makes you feel any better, if I turn my car's key to "start" again while the engine is already running it doesn't go well either. :stickpoke <- what my car thinks
Randy
-
01-15-2013, 12:47 AM #18
Banned
- Join Date
- Jun 2012
- Posts
- 111
I agree, but all it does is grind the starter teeth on the flywheel. It doesn't drive you into a wall. :boxing:
-
01-15-2013, 02:21 AM #19
Registered
- Join Date
- Nov 2010
- Posts
- 360
You can always go the EMC (linuxcnc.org) route for free (if you have a spare PC, or you are using your own PC already and dual boot it). I have used it several times with no issues, right out of the box. I happen to like the MachSTDMill software so I use mostly the Mach setup.... stable for me so far. Originally Posted by sperman
-
01-15-2013, 02:31 AM #20
Registered
- Join Date
- Jan 2012
- Posts
- 789
Ah yes.. I've heard that mentioned around here. Something on the version of mach shipping with the Series 3 machines, I recall. Originally Posted by sperman

 Reply With Quote
Reply With QuoteSimilar Threads
-
Program Issues
By Savageson in forum FadalReplies: 2Last Post: 04-25-2012, 08:37 AM -
having issues with a program
By SWC in forum Charter Oak Automation Support ForumReplies: 18Last Post: 12-03-2009, 10:14 PM -
Need help mach 3 and madcam issues
By stevewebster in forum CNC (Mill / Lathe) Control Software (NC)Replies: 3Last Post: 09-13-2009, 03:54 AM -
taig and mach 3 issues
By diamondback21 in forum Taig Mills / LathesReplies: 1Last Post: 12-24-2008, 07:33 PM -
Mach 2 set up issues
By randyb47 in forum Mach MillReplies: 0Last Post: 11-29-2007, 06:02 AM
