



Some of us arent good at punctuation or organized paragraphs. These forums do make that obvious at times.Originally Posted by aarggh

Thread: Scratch build small mill
Results 21 to 40 of 52
-
09-05-2013, 01:43 PM #21
 Gold Member
Gold Member

- Join Date
- Nov 2009
- Posts
- 4415
-
09-05-2013, 02:13 PM #22
Member
- Join Date
- Dec 2007
- Posts
- 2134
I'd settle for the occasional full stop, and maybe a space here or there! I find I sub-consciously hold my breath till I've read it all and i'm gasping for air in the end! ;-) Originally Posted by Fastest1
cheers, IanIt's rumoured that everytime someone buys a TB6560 based board, an engineer cries!
-
09-05-2013, 06:24 PM #23
Registered
- Join Date
- Nov 2007
- Posts
- 49
The melting point of a metal is usually a good indicator of its strength. Let's see: Originally Posted by aarggh
Metal (mohs hardness - melting point)
Lead (1.5 - 600K)
Aluminium (2.75 - 933K)
Iron (4 - 1811K)
Titanium (6 - 1941K)
Tungsten (7.5 - 3695K)
What I was trying to say is that from a physical perspective, all metals are annealed at room temperature to some degree but aluminium is beyond the useful point (for machine tool construction). Iron is nothing spectacular but we never use it pure. We usually use it combined with carbon, making it a cermet. A cermet is different from a regular alloy in that it contains particles of ceramic and not simply metals.
But to be honest, I avoid discussing with people with too much practical emphasis. Practicality revolves around an all or nothing mentality. It doesn't understand concepts such as efficiency. Take a look at this:
Knee mill or Bed Mill
Attachment 199264
Clearly, the person who wrote the article doesn't seem to notice a difference between machining something in line with the column and unsupported. It is equivalent to reduce a heavy (1000-1500 Kg) machine into the levels of rigidity of a small benchtop. If that is acceptable, why to use a Bridgeport style machine at all?
Building aluminium machines is the same. If all what matters to you is that it cuts, fine. But you could even make it out of wood in that place. Or concrete (look at the multimachine concrete lathe). If you want to cut with a decent level of efficiency, you make it of cast iron and design it properly. Such machine will weight the same and probably cost less, but it will remove more material and will do so more accurately.
-
09-05-2013, 08:43 PM #24
Registered
- Join Date
- Jan 2005
- Posts
- 1943
You are only considering one kind of efficiency, that being cutting ability. There are also other considerations such as being able to physically move a hobby machine around, or the efficiency of producing the hobby mill in question. Aluminum is much easier to work than many steels or cast iron. If making the parts by hand or with crude tooling to make the end product then workability has to be a consideration. Sure if you have access to a 10hp spindle VMC then go for the steel, but if you are making the parts using a 3/8" hand held drill it is another story. Also, you could make it out of just about anything and make it efficient at cutting. The material properties at usable temperatures are well known for the metal alloys, including aluminum. The melting temperature may be an indicator, but who really cares, just look up the properties of the materials in question at the operating temperature. I also totally disagree that aluminum alloys can't produce an efficient cutting machine. For one, it has been done and done successfully by many. Second, although aluminum has a lower material modulus than other materials, what matters is the section modulus in this application. Granted that this particular thread has a machine using a flat plate, but bolting a couple pieces to the sides of that plate will drastically increase the section modulus by making it a c-section. Even more so if another piece is added to close the box. For this machine the spindle power is low enough that an aluminum column can definitely be made to work and work well. Also, when talking about modulus, it is beneficial to talk about specific modulus. Comparing aluminum to steel at room temperature you will find that many aluminum alloys have an equal or higher specific modulus when compared to various steel alloys. That goes back to efficiency as well. A blanket statement that a certain material like steel would be better is not at all true as far as I am concerned. It may be better for one spect, but not for others, and ALL aspects of a project need to be considered.
-
09-06-2013, 01:25 AM #25
Gold Member
- Join Date
- May 2005
- Posts
- 3920
You are driving me batty with these comments because I fear people will start to believe some of this nonsense.
What about brittleness, ductility, or what ever other physical parameter is important to the user? Diamond is pretty hard but you seldom see people making machine tools out of it. Originally Posted by zhagoox
Annealing implies a specific process to soften a metal. Since aluminum is all most always alloyed with something else it can ship to the user with a wide array of hardness.What I was trying to say is that from a physical perspective, all metals are annealed at room temperature to some degree but aluminium is beyond the useful point (for machine tool construction).
Very few "metals" are!Iron is nothing spectacular but we never use it pure.
Some would call that organic chemistryWe usually use it combined with carbon, making it a cermet. A cermet is different from a regular alloy in that it contains particles of ceramic and not simply metals.
Honestly and I don't mean to offend but I really really don't think you know what you are talking about. For one Aluminum is widely used in the tool industry. As is cast iron for that matter. Nobody makes machines out of titanium or tungsten, atleast not machines of any size.But to be honest, I avoid discussing with people with too much practical emphasis. Practicality revolves around an all or nothing mentality. It doesn't understand concepts such as efficiency. Take a look at this:
Clearly you have no concept of what is going on there. Bridgeports are set up that way because they can be and that it allows machining features that can not be done easily any other way.Knee mill or Bed Mill
Attachment 199264
Clearly, the person who wrote the article doesn't seem to notice a difference between machining something in line with the column and unsupported.
Honestly are you not looking at the picture? A Bridgeport is one of the reasons few vertical mill styles that can be easily setup to do that sort of machining.It is equivalent to reduce a heavy (1000-1500 Kg) machine into the levels of rigidity of a small benchtop. If that is acceptable, why to use a Bridgeport style machine at all?
Machine tools are designed and built to solve problems. Aluminum has a long history of being used to solve Machine tool needs in industry. You fit the product to an application, if aluminum makes sense you use it. Do you really think the likes of Gilman would offer aluminum housings for their spindles if they where a bad idea.Building aluminium machines is the same. If all what matters to you is that it cuts, fine. But you could even make it out of wood in that place. Or concrete (look at the multimachine concrete lathe).
What castiron has going for it is realtive low costs and superb vibration damping. Modern approaches can effectively replace castiron in some use cases.If you want to cut with a decent level of efficiency, you make it of cast iron and design it properly. Such machine will weight the same and probably cost less, but it will remove more material and will do so more accurately.
-
09-08-2013, 05:53 AM #26
Registered
- Join Date
- Nov 2007
- Posts
- 49
See, I understand and agree with many of your points. Originally Posted by 109jb
For example, I agree 100% with your statement that aluminium is much easier to machine using hand tools and such. And I understand that, when you're working in a home shop, most of those properties you spoke about are important.
My conclusion is different than yours, however. And it is very simple: it is a BAD idea to attempt to build a machine tool in your garage with hand tools (unless... read more below). Sure, it can be done, but it is by far the least efficient approach you can take.
See, unless you possess some sort of magic I'm unaware of, you're likely to spend countless hours in the shop and the product of your time is likely to be of lesser quality compared to something you can buy readily made. Never forget that I'm an amateur machinist like most of you. I know what it is to do what you do. I spent all day today assembling an old Atlas 6" lathe. And I spent a day before just disassembling it. And this was only to replace the headstock with one new that I bought off ebay (and clean the machine in the meanwhile). If I were to rebuild the machine, I would probably spend a whole month or more. Thing is, if I push it hard, in that month I could easily get the money for a brand new lathe. In fact, I just did that since I bought a BV25 10x28 lathe.
It's called economy of scale and anyone with a minimal knowledge of economics should be aware of it. Factories produce stuff more efficiently because skilled people work there and they only do that. They don't have to jump into the car and drive to the hardware store when they run out of screws because work is planned carefully in production. They don't have to hand do anything a big machine can do.
Right now I'm looking at a small benchtop SIEG milling machine. It's quite a mini-marvel: it has ballscrews in all axis, centralized lubrication, coolant control, electronic spindle speed control, etc. At 5K it seems like big bucks, but if you were to build it from scratch, with hand tools, how much time do you think it could take you to complete it? Six months? A year? I think much more, but let's be optimist.
And how much do you think you could make if you did something else in that time?
See, building a machine from scratch is a good project, don't take me wrong. I just flat out reject the notion that it will save you money. In most cases you do such a thing to learn and nothing else. And since you're learning, why not to learn the most important lesson of all: to spend your time wisely? It simply doesn't make any sense to lose your time building a so-so machine when you can buy a good one readily made. The only rational option when you're building from scratch is to aim high and spend your creativity trying to fulfill your plans.
My favorite route is to ask for help. Yes, it's that simple. Get some friends in your area that are in the trade or share your interests. You'd be surprised about the number of nice people that wouldn't mind lending you a full sized machine once in a while. If they make their living that way, be sure that they are likely to be bored to tears from routine and will appreciate the fresh air.
I'm planing to build a CNC from scratch myself eventually but I'll do it for the right reason: I'm an inventor and I'd like to realize some of my ideas. The machine I'm going to build has nothing to do with the ones available now so buying one off the shelf isn't an option.
I'd be careful if I were you. I see no substance in your comment; it's just a rant. And what you rant about? It's because I put your certainties into question. Originally Posted by wizard
Cast iron is a mix of iron and graphite. Graphite is a very strong material, so strong that it can be ten times as stronger than steel. It's structure is identical to a nanotube, just unfolded. When highly homogenous we call it carbon fiber. Originally Posted by wizard
Since graphite is strong only in two of the three axis, we tend to think of it as fragile. But when inside a matrix of iron that protects it from lateral stress with its ductility, it becomes a very resistant material. Cast iron gets its amazing vibration dampening properties from the strength of graphite.
Put this way, It could be said that cast iron it is made of quasi-diamond, because both are pure alotropes of carbon.
This is the most stupid argument you can make and it doesn't matter that I've heard it a million times already, I still chuckle. People is afraid to think for themselves and hold opinions others don't share with them. Like I said above, I'm an inventor and I break people's preconceptions on a daily basis. Originally Posted by wizard
Can you make machine tools out of aluminium? Sure. Is a aluminium a good material for it? No way. A properly designed and constructed cast iron machine is likely to be stronger, lighter and less expensive. The real reason people uses aluminium is that most can't tell the difference.
This is my last post here, it's not nice to hijack people's threads.
-
09-08-2013, 10:14 AM #27
Registered
- Join Date
- Oct 2005
- Posts
- 328
Thank you! Aluminum melting at room temperature? Really? Originally Posted by zhagoox
Now, back on-topic, I've been looking into building a replacement for my Sherline. It's nice to see others doing the same type of job, trying to improve upon what they have. Keep up the work, and post more pics.
Dave
-
09-08-2013, 12:52 PM #28
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
Here is a video of a totally useless mill (mine) making crap parts. This mill has ran for many years so far in a semi production mode and I expect it will continue to do so.
Now to be fair, the video shows brass and aluminum results.
It does cut steel as well with decent results.
Not like I get with the Torus, but certainly usable and satisfactory.
Milling Brass guitar part - YouTube
Part of the reason that I built this was because they said it is not a good idea. I found that the entire build was an excellent challenge.
It allowed me to test out different mechanicals and designs, so in effect, was a great learning tool for me. Could I have bought a machine to do the same job for the same cost? Maybe.
Would I have learned as much doing so? No way.
Time is money, but I am willing to trade some time for learning.Lee
-
09-08-2013, 09:46 PM #29
Registered
- Join Date
- Apr 2013
- Posts
- 97
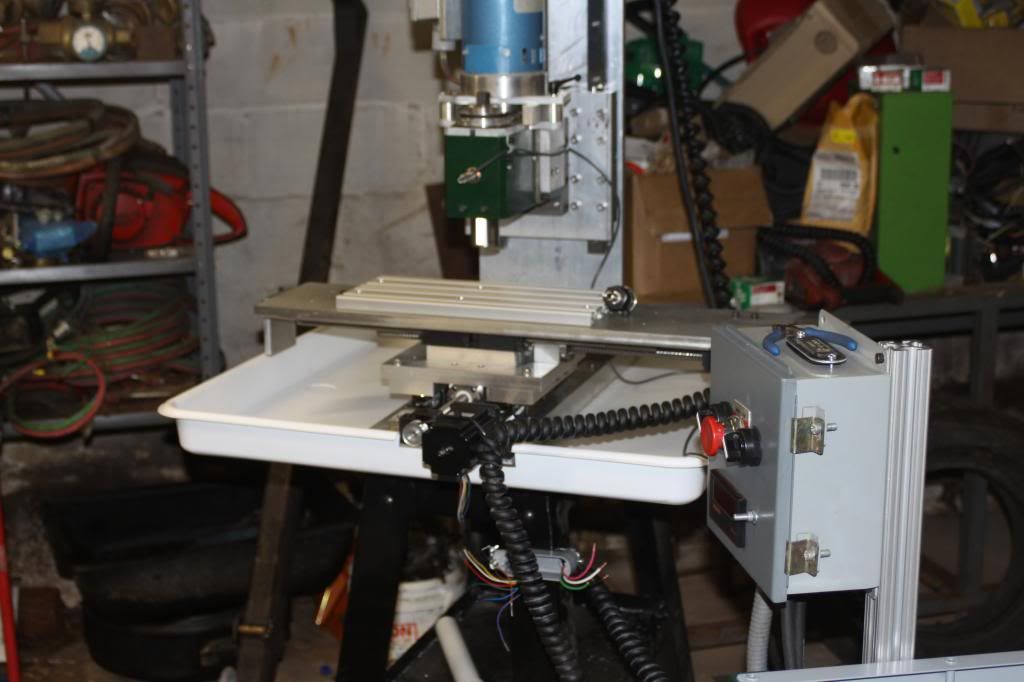
I'm rushing a little now worried about the strength. Trying to cobble together the electronics to do some test cuts
-
09-08-2013, 11:23 PM #30
Gold Member
- Join Date
- Jun 2004
- Posts
- 6618
I wouldn't worry too much about it just yet. Once you get it running, you can modify to suit your needs.
It may even be able to help you make some of it's own parts.
Your spindle setup looks a little better than the X2. I outgrew the belt drive quickly though. It just didn't provide enough grip for much more torque than the X2 motor could put out. It did work though. Lee
Lee
-
09-10-2013, 10:34 PM #31
Registered
- Join Date
- Apr 2013
- Posts
- 97
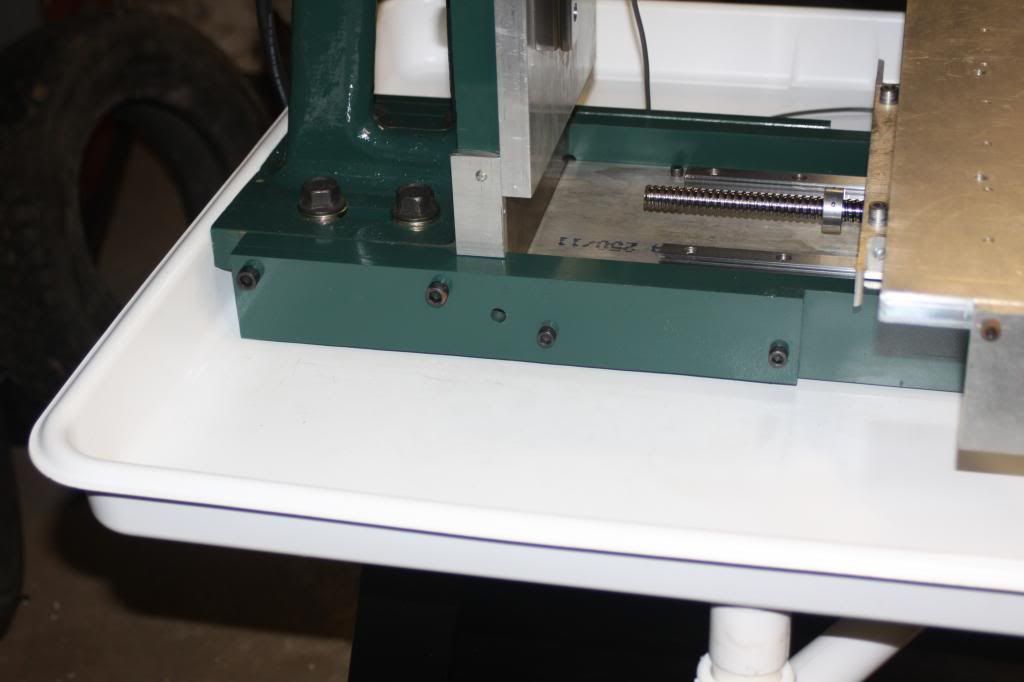
Here Is a couple more pictures I got the Y axis stepper mounted and started on the electrical



-
09-12-2013, 08:25 PM #32
Registered


- Join Date
- Mar 2007
- Posts
- 304
Nice build log, and you definitely are learning a lot by building your own.
- What Driver Cards are you using?
- Power Supply ?
- Break Out Board ?
Keep up the great work, and please keep posting.
Joewww.CNC-Joe.com
CNC Is Not Just My Passion.. It's My Addiction !!!!
-
09-14-2013, 03:40 AM #33
Registered
- Join Date
- Apr 2013
- Posts
- 97
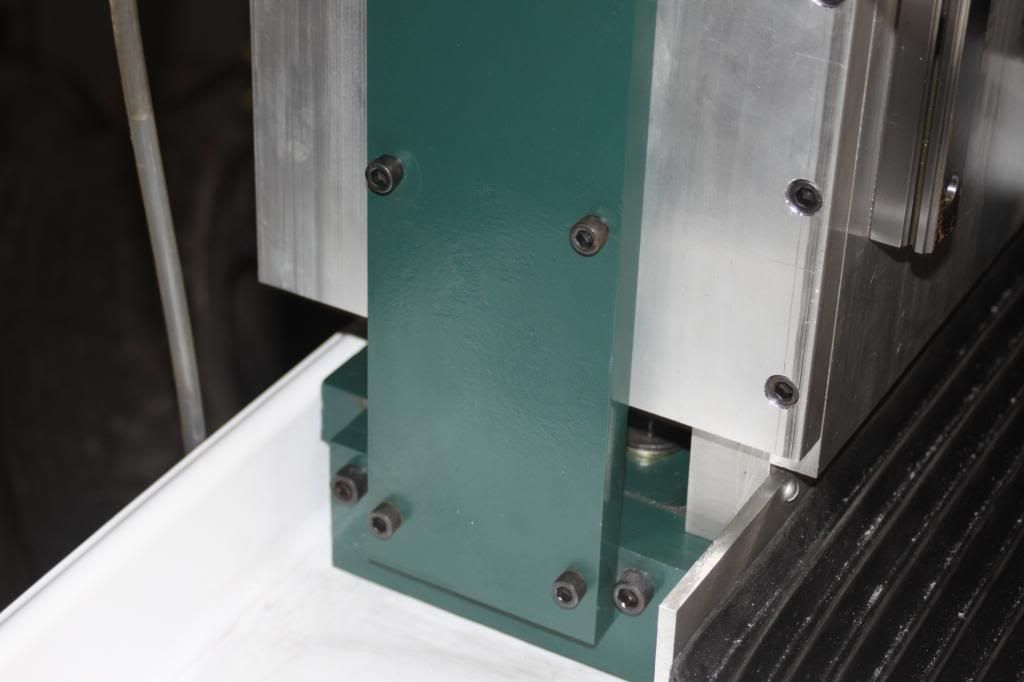
A little more progress here is a couple more pictures


-
09-27-2013, 01:14 AM #34
Registered
- Join Date
- Apr 2013
- Posts
- 97
A little more progress put some steel plates on the Y here are a couple more pictures I actually cut some 6061 aluminum for test



-
09-27-2013, 04:07 AM #35
Registered
- Join Date
- Oct 2005
- Posts
- 328
Sure is nice to see it making chips. What was your doc and chip load like? Is it rigid enough to use for aluminum on a regular basis?
Dave
-
09-27-2013, 12:37 PM #36
Registered
- Join Date
- Apr 2013
- Posts
- 97
The little test part was done with a 5/16 end mill .040 doc 15 ipm 2600 rpm .machine time for part was about 11 minutes not counting tool change and fit for the little ball bearing was good. my G code wasn't the best there was a lot of wasted time. I'm going to put some plates on the sides of the Z next
-
10-01-2013, 02:10 AM #37
Registered
- Join Date
- Sep 2013
- Posts
- 88
I'm surprised that you were able to cut the aluminium,
I would have expected it to just melt away, given it's so perilously close to melting at 300K
-
10-01-2013, 02:31 AM #38
Registered

- Join Date
- Oct 2008
- Posts
- 2105
I think your machine will be fine. If you have the ability to handle the feed you will get tired of that spindle after a while and want one that will spin faster.
I have long thought a machined and ground right angle plate would make a great platform to build a small machine. I'm glad to see somebody do it. With those side plates I think you will surprise a lot of people with what you will be able to do with your small mill.
I suspect with your setup you will have no problem taking light cuts in steel. Maybe even modestly aggressive in the more easily machinable alloys, and you will whiz through aluminum at whatever feed the max speed and useable horsepower of your spindle will let you.
As to the naysayers... blah! I have 4 CNC machines (3 running at the moment), and they are all different and do different things will. Two of my machines are pretty much all aluminum and they work just fine for cutting aluminum.Bob La Londe
http://www.YumaBassMan.com
-
10-01-2013, 04:21 AM #39
Registered
- Join Date
- Sep 2013
- Posts
- 88
On a more serious note that my last post, I would second what Bob has said.
I am most of the way through my build, which I will share with the forum during this week. Your progress gives me hope that all the effort put in will end with good results, I am impressed with what you have made straight off the bat.
As an engineer, I often find people talk about speciations and which product / material / process is 'better'. However there is often little talk about fit for purpose, i.e. what are you trying to achieve and does the equipment match?
I guess everyone on here will have a different outcome in mind but for many process efficiency is not a big factor, and similarly precision is a relative thing.
Anyhow, looking forward to seeing more of what you make with your machine.
-
10-07-2013, 11:24 PM #40
Registered
- Join Date
- Apr 2013
- Posts
- 97
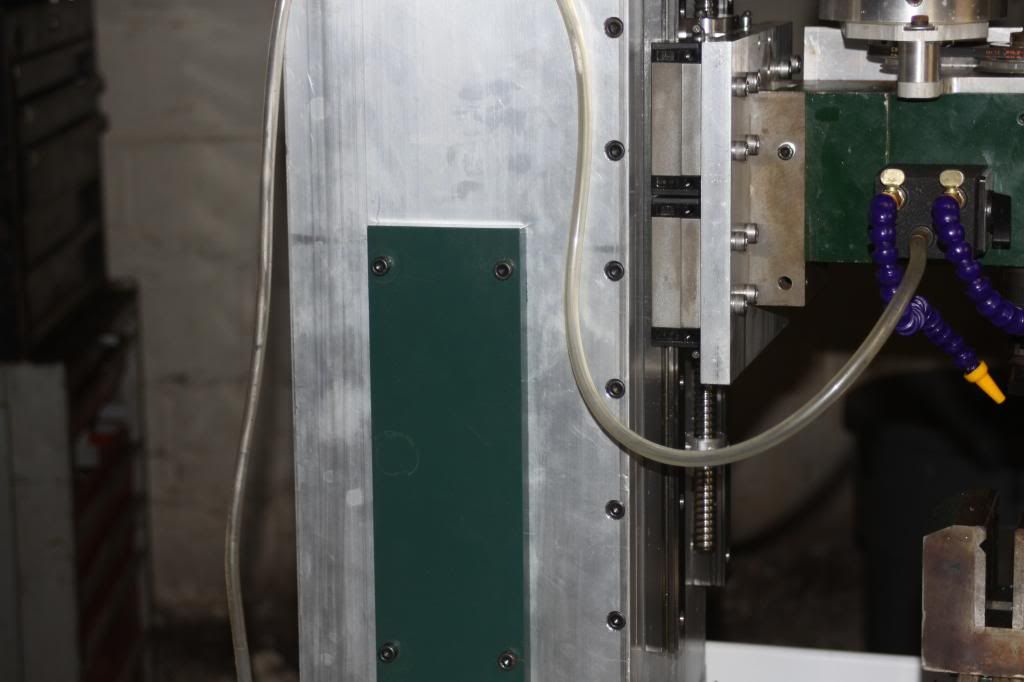
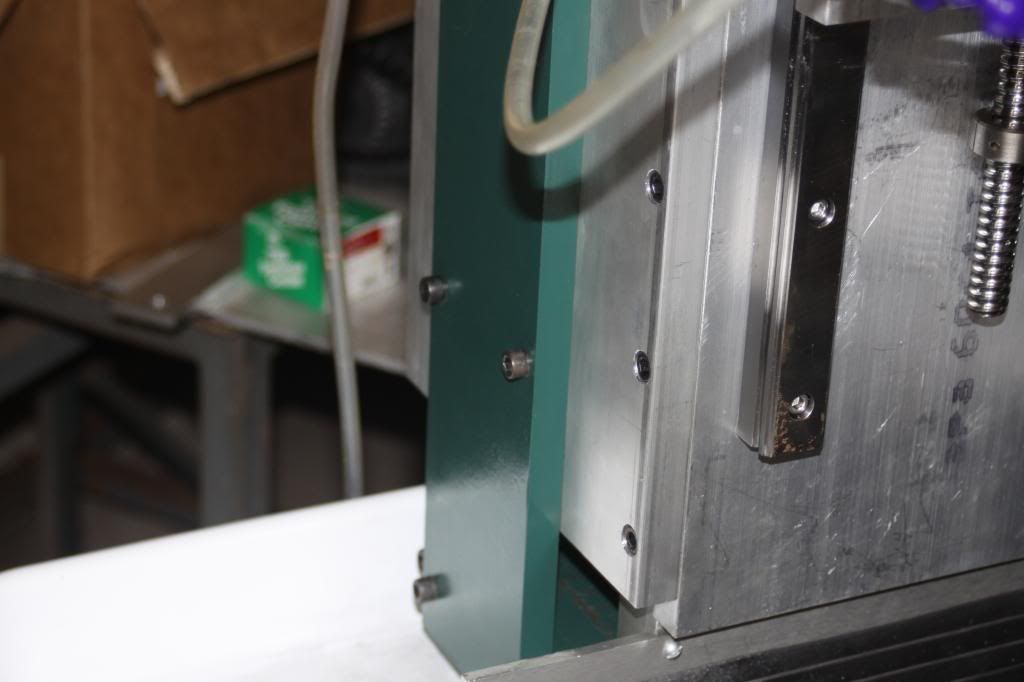
A little more progress got one of the plates on one side of the z-axis . And did another little test part at .060 doc 20 ipm 3000 rpm 5/16 2 flute end mill one finish cut on one inch id eight minutes machine time. Here are a couple pictures



 Reply With Quote
Reply With Quote














Similar Threads
-
Small mill build X2 spindle
By dick cnc in forum Vertical Mill, Lathe Project LogReplies: 7Last Post: 10-23-2013, 12:42 AM -
Looking to build a small table-top CNC mill
By Particle in forum DIY CNC Router Table MachinesReplies: 9Last Post: 10-05-2011, 03:55 PM -
Considering a (first) machine build, a small desktop mill
By footloose in forum Open Source CNC Machine DesignsReplies: 6Last Post: 05-25-2010, 07:12 AM -
Advice on Small CNC Mill - From Scratch or Pre-Built?
By DrCNC in forum Benchtop MachinesReplies: 7Last Post: 11-30-2006, 01:29 PM
