



Steve, if you can get by with a single band on your Tachulator disk, the following recent exchange might help. The question is from me and the answer is from Spehro (Tachulator guy)Originally Posted by S_J_H

I am planning to cable the Tachulator index signal into the Digispeed board in my spindle controller and from there back to the PC.>The Tachulator is working like a champ. But now I would like to try CNC
>threading with my Sherline lathe. Since I already have the QRB1134 hooked
>up to the Tachulator (single pulse per revolution), is there a place I can
>pull off the spindle index signal to feed back to the PC? Thank you.
Pin 17 on the microcontroller chip will have a signal that should be 5V CMOS
compatible <1V for 0 to >4V for 1. You shouldn't load it much. Pin 5
is ground.
Best regards,
Randy
Thread: A benchtop cnc lathe build
Results 141 to 160 of 296
-
10-10-2007, 04:23 AM #141
 Registered
Registered
- Join Date
- Feb 2006
- Posts
- 1072
-
10-10-2007, 04:24 AM #142
Registered
- Join Date
- Nov 2004
- Posts
- 284
Hi Steve
Just finished watching your Video again and can't believe how nicely your Lathe is working. You should be very proud of yourself for being able to put a bunch of metal parts together and build such an accurate machine.
I also would like to put a request in for some threading Video someday when you get caught up and get your Spindle Encoder working. Keep us up to date on your progress. Take care.
Willy
-
10-10-2007, 05:10 AM #143
Registered
- Join Date
- Mar 2006
- Posts
- 357

Hi Ian,
Good, very informative post! I have only around 4 years experience using a lathe( I won't count shop class 30 years ago,lol)
I do have a pretty good selection of stock in my small home shop. For my aluminum’s I have 6061, 2011, 2024 and 7075 on hand in rounds.
6061 is by far the worst to machine but it is also cheap so I use it most often. The other aluminum alloys machine much nicer but are too expensive for me to waste in tests.
For steels I keep 12l14(leaded), stressproof 1144 , 303 stainless and good ol' mild steel on hand.
Also some brass, bronze, titanium, gray iron and delrin.
So I have a decent idea how each metal turns.
12l14 ( Leaded steel) turns super easy but I prefer using stressproof 1144- http://www.niagaralasalle.com/products/stressproof.html for anything important. It's a very nice steel to use.
Having made identical parts from 1144 ( stressproof) and 12l14 I can say 1144 machines almost as easy. I have made model crankshafts and my er32 collet chuck out of 1144.
In the vid of the mt3 taper, I used a hand honed brazed carbide bit with no chip breaker turning 6061 aluminum. 6061 likes to make a birds nest but normally I'll use a ccmt insert tool with a fast enough feed to break up the stringy swarf. But for the mt3 video test I wanted to cut it lightly and I could take a much lighter cut with the very sharp brazed tool. I need to try a good ccgt-finishing insert.
I do grind HSS bits but I use carbide insert tools most often.
I have done some work with gray /cast iron. It makes a big mess and is very dirty but I like the results of using it for some parts.
Yep, I KNEW I would get busted for clearing the swarf by hand in the vid. You are right it's dangerous and bad practice.
The spherical cut was so simple using one of the Mach3 wizards. So was the mt3 taper. Any angle, taper, radius etc is just a keystroke away.
Threading will also be just a keystroke away once I index the spindle. Once I get the spindle index pulse sorted out I'll make a new vid.
Steve
-
10-10-2007, 05:26 AM #144
Registered
- Join Date
- Mar 2006
- Posts
- 357
Randy, very interesting. I did try hooking up the tachulator with a single band to the parallel port pin a while ago and could not get it to work. At this point I'm stumped. I can get both the tachulator and the proximity sensor to show a 5-v switch using my DMM but no luck with getting them to activate the parallel port pin for mach to recognize.
I'm probably just to dumb with electronics to know what I am doing wrong.
Willy, Thanks and yep threading capability is #1 on my list right now
Steve
-
10-10-2007, 08:35 AM #145
Registered
- Join Date
- Sep 2006
- Posts
- 104
Very impressive!
Stupid question, do you have the ground for the tach hooked up to the parallel port? Have you posted a schematic?(too lazy to look through the thread..)
-
10-10-2007, 01:49 PM #146
Registered
- Join Date
- Mar 2006
- Posts
- 357

This is Ron's schematic I tried. I can get the sensor to output a 5 V pulse but it just does not do anything when hooked directly to the Parallel port.
So what am I doing wrong?
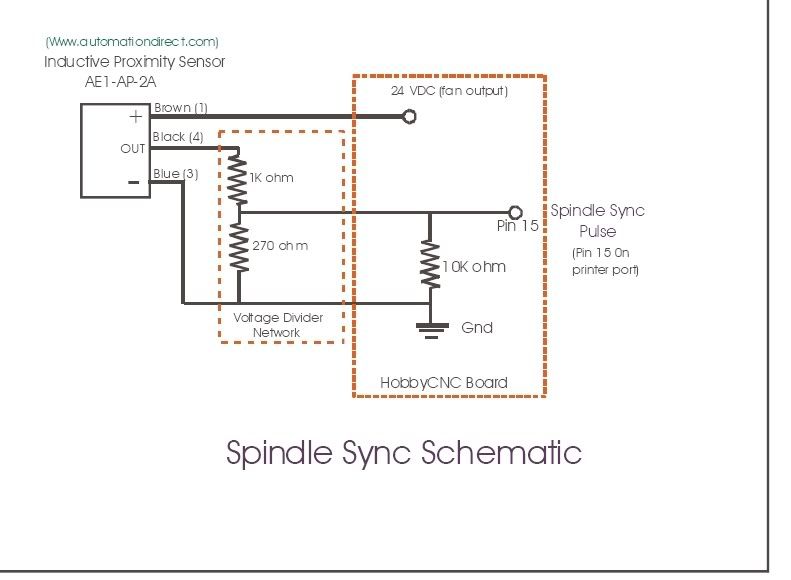
Steve
-
10-10-2007, 08:59 PM #147
Registered
- Join Date
- Mar 2006
- Posts
- 357

......BREAKING NEWS.......
It turns out that my printer port pin #15 just does not work. Arrrrgh!!!!!!!!!!!!!!
The proximity sensor is now working on pin #13 and MACH sees the index signal! Son of a B!!!!!
I never thought to hook it up to another pin as the all the other pins work fine.
So the tachulator setup would probably work just fine as well. Oh well, now I will have two sources for spindle rpm readout.
:wee::wee::wee:
Steve
-
10-10-2007, 09:20 PM #148
Community Moderator


- Join Date
- Mar 2004
- Posts
- 1661
This is a beauty!
Wouldn't it cool to add threading functionality?
-
10-13-2007, 01:14 AM #149
Registered
- Join Date
- Mar 2006
- Posts
- 357
The lathe threads. I have some tweaking to do and need to learn a bit more about cnc threading but the machine now cuts threads. I find that even though mach attempts to match the feed to the spindle rpm to keep the thread pitch stable, minimal spindle speed fluctuations should be the goal.
Anyhow, here is a vid of one of my first test threads. 1/4-20 cut at a spindle speed of 1000rpm. It's a start.
http://s109.photobucket.com/albums/n48/S_J_H/cnc%20bench%20lathe/?action=view¤t=threadingvid.flv
-
10-13-2007, 11:25 AM #150
Registered
- Join Date
- Nov 2004
- Posts
- 284
Way to go Steve. Looks great. You built a very nice CNC Lathe.
Willy
-
10-13-2007, 12:04 PM #151
Registered
- Join Date
- Feb 2005
- Posts
- 78
Hi Steve,
If memory serves me correctly, pin 15 is not pulled up internally in the printer port, add a pull up resistor and you should be fine.
Cheers,
Greg
www.cncdirect.co.za
-
10-14-2007, 12:38 AM #152
Registered
- Join Date
- Mar 2006
- Posts
- 357

Well I played with cnc threading for hours and hours.
My advice to anybody building a scratch built lathe is to put more thought than I did into the spindle motor drive as it will have a major impact on cnc threading.
You must have enough power at threading speeds to maintain a very very constant spindle rpm. Yes, Mach will adjust the feed to adjust for slight errors in spindle speed but any large spindle speed fluctuation kills the thread. By the time mach sees the error and adjusts the feed, the thread is ruined.
This problem really shows it's ugly side on the coarser pitches. Remember there is no mechanical link to spindle and feed like a manual lathe. You will rely on the consistency of your spindle speed. The carriage feed is not much of an issue. Just make sure you have enough time to accelerate to full speed before cutting the thread. A little lead in is all that is needed.
So a COMPLETE AND TOTAL redesign of the spindle drive is now in the works.
The 6000rpm 90 volt dc mini mill motor is not suitable for a cnc lathe unless you want to build a heck of a underdrive setup to keep it in it's best power range or only want to cut very fine threads. Not worth it. I'll save my dc drive and motors for a future project they are better suited for.
For now I will adapt a 3/4 HP AC motor that was originally on my 9x20 lathe using a 4 step v pulley setup. Low speed will be around 500rpm but at the full 3/4hp. I don't see the need for much lower rpm than this on this machine. This should provide excellent very stable thread cutting power for this machine. Plus now we'll see what the little machine can do with some real power at the spindle equal to the bigger 9x20's. If I see the need for more speed adjustability, I'll add a 3ph Ac MOTOR AND VFD in the future.
Steve
-
10-14-2007, 05:39 AM #153
Registered

- Join Date
- Jul 2003
- Posts
- 586
can you use tapered roller bearings like those used in car spindles for the headstock spindle?
-
10-14-2007, 03:05 PM #154
Registered
- Join Date
- Apr 2003
- Posts
- 131
I have a setup very similar to yours (mini lathe headstock, linear rails on Z and X with steel plates) for production turning - I use one of the surplus 2hp treadmill motors and a variable speed drive I bought from McMaster. Top speed in low gear is 2500 rpm, and it'll shoot external threads down to 16tpi just fine at 800 rpm, the drive adjusts the torque to keep the speed pretty constant.
The higher speeds are a must for modern tooling, 5000 rpm on aluminum and Delrin/PEEK makes for some very short cycle times, like 9 seconds for a finished part.
So I'd reconsider your control scheme before you go through the work of changing the headstock drive system entirely. DC is easier to control than AC for reversing and speed control. I'm working on getting a C-axis working so I can rigid tap and do some cross-holes/milling, which is also a lot easier with a DC motor.
-
10-14-2007, 11:07 PM #155
Registered
- Join Date
- Nov 2004
- Posts
- 284
Hi Steve
I would go with a 3 Phase A/C Motor and VFD setup. I have a 1-1/2hp Motor and Hitachi SJ200 VFD Sensorless Vector Control. These things have amazing low end torque. For your application, I would think a 3/4hp would have enough power. They are rock steady and I am sure you would not have any problems with rpm drop while threading.
They are amazing units. Variable speed, Reversing, Braking. Two stage accel./decel settings, AVR function, curved acceleration/deceleration, upper/lower limiter, 16-stage speed, fine adjustment of start frequency, carrier frequency change (0.5 to 10 Kz) frequency jump, gain and bias setting, process incing, electronic thermal level adjustment, retry function history monitor, 2nd setting selection, auto tuning, Fan on/off selection PID control, carrier frequency change, frequency jump, Frequency 0.1 - 400 Hz. There is not much they cannot do.
Willy
-
10-15-2007, 12:14 AM #156
Registered
- Join Date
- Jul 2003
- Posts
- 586
i do not have 220 in my shop stuck with 110. is there a vfd option for me out there, or is it the promised land that i well never get to experience?
-
10-15-2007, 12:31 AM #157
Registered
- Join Date
- Mar 2006
- Posts
- 357
HP is King!
the4thseal, many lathes use tapered rollers in the spindle. The mini lathe headstock uses ball bearings but you can fit in tapered rollers.
dkowalcz, very interesting! Can you post some pics of your machine? I would love to see it.
Willy, I have a 1hp Marathon 3ph inverter duty motor and a automation direct gs2 1hp VFD drive on my 9x20. Yep it is just to cool with all the functions.
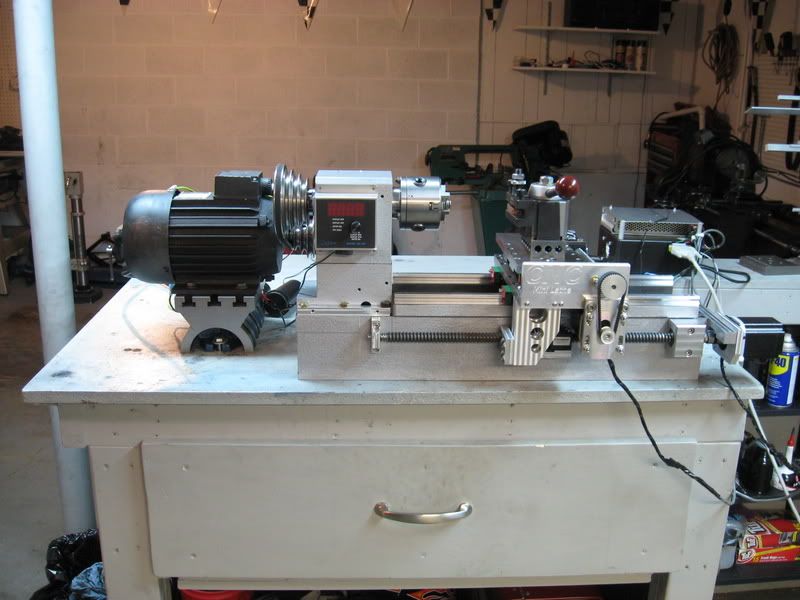
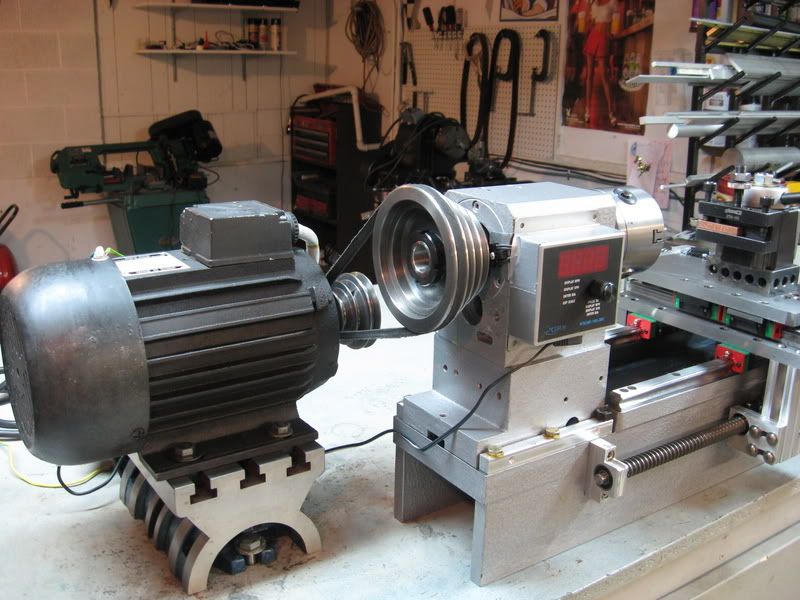
So, I spent the weekend machining some old iron step pulleys to test out the 3/4hp motor on the lathe.
Well the results were just fantastic! The machine can easily take a .1" DOC (.2" off the diameter) in a single pass without any issue in both 1" steel and 1" aluminum! This is major cutting power for a machine this size and the lathe was not even bolted down so I could only put so much tension on the belt and it was a very worn old belt!
But the best part is it now cuts great threads.
These pics are of the test setup I rigged today. The pic of the thread is a 13TPI in .5" steel that was cut at 500rpm(try that manually). Very nice thread and it fit a nut perfectly. The other threaded piece in the pic is what happens with a week spindle drive that can't maintain consistent speed.
SOOOOOO,, I am going to be doing some swapping of motors and drives.:rainfro:
IMO, I can get by just fine with the original single Phase 3/4hp motor on the 9x20.
The cnc lathe is going to get a heaping dose of steroids and get the big bad 1hp 3PH and VFD drive as it will be much more useful to me on this machine than my 9x20. Plus I think it will be easy to hookup to mach for speed control.
I want to to use polyflex belts since they run so smooth and are very easy to machine. So I'll be machining a lot of pulleys in my spare time.
Steve

-
10-15-2007, 12:41 AM #158
Registered
- Join Date
- Mar 2006
- Posts
- 357
the4thseal,
I don't have 220 either. My vfd inputs 115 and outputs 230. You can get the 110-115 units up to 1hp. Many choices for VFD's.
Here is what I use and it's been dead reliable and is very quiet- http://web5.automationdirect.com/adc...trol)/GS2-11P0
Steve
-
10-15-2007, 12:44 AM #159
Registered
- Join Date
- Nov 2004
- Posts
- 284
Originally Posted by the4thseal
You can get VFD's that will run on 110 volts. Your only limitation is the Motor hp. Hitachi L100 series VFD's go up to 1hp on 110
http://www.hitachi.us/Apps/hitachico...systems/&nId=4
Automation Direct also have 110 volt VFD's.
http://web4.automationdirect.com/adc/Home/Home
GS1-10P5 GS1 0.5 HP AC DRIVE 120V 1 PH INPUT 3 PH OUT
http://web4.automationdirect.com/adc...trol)/GS1-10P5
GS2-11P0 GS2, 1.0 HP AC DRIVE, 115VAC 1 PH IN 3PH OUT
http://web4.automationdirect.com/adc...trol)/GS2-11P0
Willy
-
10-15-2007, 12:45 AM #160
Registered
- Join Date
- Mar 2005
- Posts
- 1673
0.1" Originally Posted by S_J_H
 Way to go
Way to go  you must be on cloud 9 about now. Very much looking forward to more pictures and I bet you would not let it go for $5000 now.
you must be on cloud 9 about now. Very much looking forward to more pictures and I bet you would not let it go for $5000 now.
John

 Reply With Quote
Reply With QuoteSimilar Threads
-
80/20 benchtop lathe build
By LeeWay in forum Vertical Mill, Lathe Project LogReplies: 87Last Post: 06-15-2015, 01:35 AM -
DIY benchtop mill build
By mkuivamaki in forum Benchtop MachinesReplies: 36Last Post: 03-19-2014, 08:54 AM -
Looking to build my own benchtop cnc!
By rim basses in forum Benchtop MachinesReplies: 0Last Post: 10-09-2009, 07:20 PM -
Not a Benchtop mill but Dang! You have to see this build.
By praetor in forum Benchtop MachinesReplies: 19Last Post: 05-19-2009, 10:58 AM
