



dang,
Walter, the originator of this thread, probably knows more about casting E/G than anybody who hasn't signed a non disclosure agreement with one of the big tool manufacturers. lgalla, one of the other big posters here has a lot of experience with manufacturing things with epoxy. Others on cnczone like WilliamD and a few others have cast samples and parts with various results.
Check the E/G thread index thread for the last post by me with links to thread topics and then look for items noted as having pictures and other info of interest. (The first two or three of these posts have broken links due to the way the V bulletin software works.)
Regards all,
Cameron
Results 2,241 to 2,260 of 5053
-
10-21-2007, 12:19 AM #2241
 Registered
Registered
- Join Date
- Apr 2007
- Posts
- 777
-
10-21-2007, 03:56 AM #2242
Registered
- Join Date
- Dec 2006
- Posts
- 325
Dang, Originally Posted by dang
Originally Posted by dang

I don't see why not, however you must make sure that the mold is solid enough to hold the weight of the E/G pour. The use of structural supports would greatly help in doing so.
Vaccuum forming the shape would infact complicate the whole process (make a shape or mold to vacuum form, then reinforce it) unless you want to use the vacuum formed shape as part of the finished part.
Best regards,
Bruno
-
10-21-2007, 08:09 AM #2243
Registered
- Join Date
- Mar 2004
- Posts
- 1306
Dang, Those lines you ask about are there because that mold was make by stacking a number of CNC cut 2D shapes, cut out of a non-stick plastic. The plastic had a black core with white face sheets. When stacked the face sheets formed the lines you see.
Regards,
Mark
-
10-21-2007, 09:23 AM #2244
Registered
- Join Date
- Jul 2004
- Posts
- 218
Awesome! Plastic, how easy is that to cut? I was thinking MDF or Sheet Metal for the forms. Originally Posted by RotarySMP
Also, I did some digging and found some other easily built vacuums.
http://www.housatonicrr.com/VacChamber.htm
and
http://www.dream-models.com/eco/vacuumpump.html
Now if I could only find a huge, free autoclave that runs on 110.
-
10-21-2007, 05:14 PM #2245
Registered
- Join Date
- May 2007
- Posts
- 14
 Glass
Glass
Has anyone thought of using graded broken glass as the aggregate.
It surprising how strong glass is.
It would be bound to the epoxy, so........!
Just my sixpennyworth.
-
10-21-2007, 10:56 PM #2246
Registered
- Join Date
- Jul 2006
- Posts
- 1256
Surface Plate Tech.
Been working on using surface plate technology to save money and machining costs.This relates to the Y carriage and Z plate.Typically aluminum plate is used for this purpose.One sq/ft 1" 6061 is $212.00 and the weight is 14lbs and thickness tolerance bad.
I propose to use A36 hot rolled steel channel,C12X25 which is 12" wide and 3" legs,3/8 thick weighing in at 25lbs/ft.The cost per ft is $39.00.The thickness tolerance is very bad also.
Place the channel web down and use tape as a dam.Pour table top epoxy and let cure.Now the backside is perfectly level.Next turn over and tape the ends of the channel as a dam,level and pour epoxy.Now we have two precision surfaces to mount rails and blocks and ballscrew support bearings.Repeat the process for the Z plate.Any comments?
LarryL GALILEO THE EPOXY SURFACE PLATE IS FLAT
-
10-21-2007, 11:18 PM #2247
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
Larry, if you look around, you get get cast tooling plate for less than that. And it's flat. http://tinyurl.com/3descb Originally Posted by lgalla
I was working on a design a few days ago that needs a plate to mount 2 routers, each with a single HiWin rail. Trying to keep the plate 8 inches wide (the routers would hang past a little on each side). I found that I can get the plate for ~$100, but would probably need to spend at least another $100 on machining it. My alternative was to use a sheet of 3/8 or 1/2" baltic birch, rabit the two vertical edges, and fill the rabbit with thickened epoxy. Then route an alignment ledge into the thickened epoxy to align and mount the rails. Mount the rails to this panel with some type of insert nuts, frame the back and fill it with EG while the rails are bolted down. May use some steel angle embedded in for reinforcement.Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
10-22-2007, 03:33 AM #2248
Registered
- Join Date
- Jul 2004
- Posts
- 218
Glass Aggregate
I'm not sure how to link them here, but if you search through the sticky guide to this thread you'll find several mentions of glass aggregate. Originally Posted by millminer
I found them in posts 89, 473, 497, 220 and 891, as well as some process hints mixed in there as well. Search the sticky thread and you'll find the same thing I did.
-
10-22-2007, 09:13 AM #2249
Registered
- Join Date
- Mar 2004
- Posts
- 1306
Igalla,
Why don't you just buy cheap chinese granite surface plates? They are dirt cheap in the states, and should be easy enough to bore for anchors with a masonry drill. If you are just making slabs, you are missing a large part of the advantage of a casting type process.Regards,
Mark
-
10-22-2007, 06:05 PM #2250
Registered
- Join Date
- Apr 2007
- Posts
- 777
dang,
Glass is basically an intentionally impure form of quartz and they have similar but not identical properties. If you could get glass particles that matched the size distribution you were aiming for, it would make a decent aggregate. If you make some test pieces, I can break them for you on my shiny new test machine.
RotarySMP,
Did you review what those German guys were doing? I don't read German so all I could do was look at pretty pictures. I guessed totally wrong about the lines in the mold.
Regards all,
Cameron
-
10-22-2007, 08:03 PM #2251
Registered
- Join Date
- Mar 2004
- Posts
- 1306
For the most part the pictures told the story. Unfortunately the thread was closed because they were going to market them and the site owners didn't want commercial discussions.
If you think about it, cutting a bunch of 2D parts on a CNC router and stacking them is brilliant way of making large three dimensional surfaces.Regards,
Mark
-
10-22-2007, 08:48 PM #2252
Registered
- Join Date
- May 2007
- Posts
- 106
to get a flas cast, just use an imported granite plate as said RotarySMP.
just put a thin plastic film on it (like 25µm painting job plastic films, cheap) so that you can get your granit back and you've got your ref. surface!
would have done that if only it wasn't that expensive (18*36" costs about 800-1500$ here) here in France :'(
or you could use a technique used to create front surface mirrors for telescopes.
dunno the English name, but maybe someone here sees what I'm talking about?
you could do this on a cast metal plate, to polish a granite plate, etc. but its a lot of mess and you can only create relatively small plates.
-
10-22-2007, 08:58 PM #2253
Gold Member
- Join Date
- May 2003
- Posts
- 792
Great info everyone. Thanks for posting!
Here's the long awaited drilling test- 3/8" bit at 850rpm
<object width="425" height="350"><param name="movie" value="http://www.youtube.com/v/CACxsfgHYTE"></param><param name="wmode" value="transparent"></param><embed src="http://www.youtube.com/v/CACxsfgHYTE" type="application/x-shockwave-flash" wmode="transparent" width="425" height="350"></embed></object>
You can drill it but you need some decent drill bits. The $3 Home Depot bit is pretty much gone.
_
-
10-22-2007, 11:45 PM #2254
Gold Member
- Join Date
- May 2003
- Posts
- 792
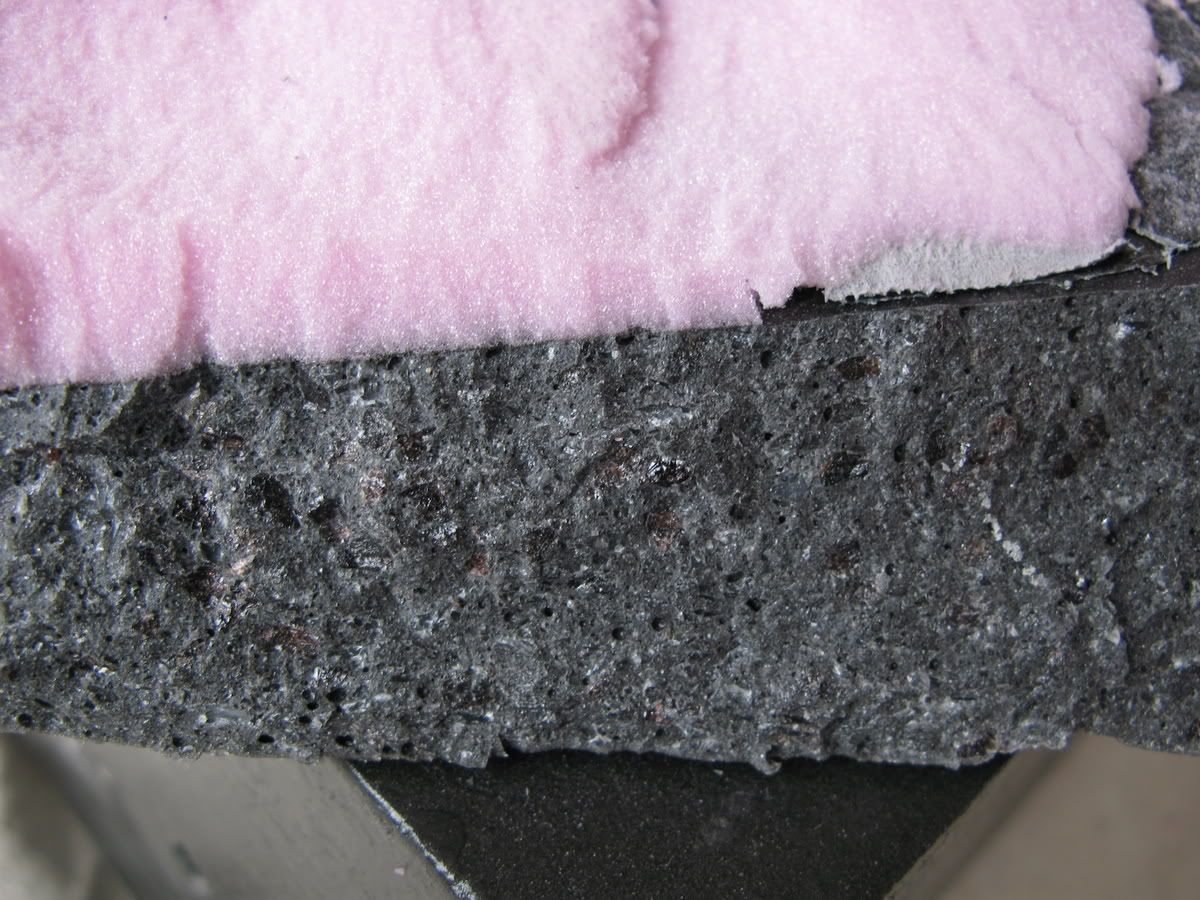
More destructive testing.

The foam cores seem to work extremely well. No shrinking and no separation.




Still a lot of air in the mix but not as bad as first thought.


For comparison, samples of high quality commercial product.


Mixing under vacuum can definitely improve the quality but I would never cast under vacuum. That's not how pro's are doing it http://www.cnczone.com/forums/attach...2&d=1186331184
I'd like to see some vacuum bagging tests though.
Have a look at this:

There appears to be a problem with epoxy sticking to the steel ways (I did not use the acetone). Also, I see a lot of air entrapped around steel ways. These things get very hot and fuse the composite.


[Note to self: stop using heat lamps.]
(flame2)
-
10-23-2007, 12:15 AM #2255
Community Moderator
- Join Date
- Mar 2003
- Posts
- 35538
Walter, have you tried "wet sanding" clean epoxy into the steel with 60-80 grit paper, prior to adding the EG? That's what West System recommends when bonding metal.
Gerry
UCCNC 2017 Screenset
http://www.thecncwoodworker.com/2017.html
Mach3 2010 Screenset
http://www.thecncwoodworker.com/2010.html
JointCAM - CNC Dovetails & Box Joints
http://www.g-forcecnc.com/jointcam.html
(Note: The opinions expressed in this post are my own and are not necessarily those of CNCzone and its management)
-
10-23-2007, 12:29 AM #2256
Gold Member
- Join Date
- May 2003
- Posts
- 792
Thanks Gerry. I'll try that next time.
-
10-23-2007, 04:16 AM #2257
Registered
- Join Date
- Apr 2007
- Posts
- 777
Wow Walter,
You've been busy. Your results on drilling were quite interesting and show that it is possible though unlikely to yield even semiprecision results. I assume that it was a carbide drill bit in the picture?
I think that Gerryv's idea on sanding the epoxy into the steel is good advice. At the very least, the steel should be roughened and since steel that isn't rusty usually has oil on it, it's like built in mold release otherwise. Rubbing alcohol or acetone to clean any bits of metal or oil clinging to the steel could not hurt.
As for heat, the Reichhold datasheet seems to indicate that you don't want to add heat for post curing until an hour or so after the epoxy has hardened. Too early can warp the casting. Can you elaborate on the effect you observed the heat to cause?
I suspect that the silanes or especially the titanates will help bonding to the steel but T shaped pieces of steel would be ideal as would coating them with either epoxy or reactive dilutant or titanate. A couple of drops of the dreaded 3M Fluoro-surfactant that turned your samples to jello would likely help.
Another idea would be to cast the piece with an oversized teflon block in place of the steel and then place the steel into the notch in the block with an epoxy grout or a lower solids epoxy mixture. This way, you can mechanically ensure that the steel is fully coated with epoxy and isn't suffering from an air pocket. (Anyone's idea for making this actually work can be inserted here).
You look like the air in the mixture was pretty low. Did you use the BYK A525? I think I remember you saying no but not sure.
I've accomplished nothing on E/G lately although I'll be closing the purchase of a small commercial building at the end of November to have a place to pursue E/G and other research without drums of epoxy in the living room. As of Dec 1, I'll have both a test machine and a place to work that isn't my kitchen table so all I need to do now is finish my machine shop. It doesn't help that I'm taking the FE (the first of two engineering license exams) on Saturday.
I guess I need to order some epoxy and start testing. Long live insanity! :wee:
--Cameron
-
10-23-2007, 04:51 AM #2258
Registered
- Join Date
- Jul 2006
- Posts
- 1256
Wow,Walter the video was so realistic.I actually saw smoke from the drilling.Upon further investigation it was actually smoke from my Winstons.
What Ger says is true.On aircraft epoxy bonding,you wet sand with epoxy and 100grit wet/dry paper to ensure good adhesion.
BTW if you used a hammer drill it would go through E/G like butter.
LarryL GALILEO THE EPOXY SURFACE PLATE IS FLAT
-
10-23-2007, 02:22 PM #2259
Registered
- Join Date
- Jul 2006
- Posts
- 130
I'm guessing that thermal expansion, in part, played havoc with the adhesion. As the bars cooled they pulled away from the epoxy. Originally Posted by walter
-
10-23-2007, 03:05 PM #2260
Registered
- Join Date
- Jul 2004
- Posts
- 218
Show me all the blueprints.
Great Job Walter! I applaud your willingness to test these materials. You truly are the Howard Hughes of this thread!
I'm uh, not so swift, so could someone please tell me whether or not this Bridgeport is made out of E/G?

 Reply With Quote
Reply With Quote










Similar Threads
-
Epoxy Granite In Practice (Mineral Casting, Polymer Concrete)
By johnohara in forum Epoxy GraniteReplies: 71Last Post: 08-25-2020, 01:18 PM -
Voice Your Opinion On "POLYMER CONCRETE FRAME" Thread!
By walter in forum PollsReplies: 14Last Post: 11-13-2015, 02:57 AM -
Epoxy granite (Mineral casting, Polymer concrete)---Particle size distribution
By Steven.ji in forum Epoxy GraniteReplies: 9Last Post: 01-15-2014, 11:39 AM -
Index to "Epoxy-Granite machine bases" thread
By walter in forum Epoxy GraniteReplies: 13Last Post: 12-02-2011, 05:45 AM -
Epoxy-Rice Machine Bases (was Polymer rice frame?)
By mdierolf in forum Mechanical Calculations/Engineering DesignReplies: 18Last Post: 11-02-2008, 04:16 AM
