





This is how it started (except for the length) and how it ended
From CNC
From CNC
The frame for the enclosure
From CNC
I recieved my new KX3, i decided to open a new thread for it to post mods, tweaks and various stuff http://www.cnczone.com/forums/showth...654#post588654
Thread: Slant bed CNC lathe from scratch
Results 241 to 260 of 405
Hybrid View
-
03-26-2009, 10:09 AM #1
 Registered
Registered
- Join Date
- May 2006
- Posts
- 573
-
03-29-2009, 06:47 PM #2
Registered
- Join Date
- Apr 2007
- Posts
- 90
Excellant show of Workmanship with good & simple design. Your machine build has inspired me to make one. Can you just breif me the exact specs of the machine and the constant possibility of machining Steel on long run. As i am a novice in building machines please share your ideas which would be really helpful in building one.
-
05-29-2009, 08:45 PM #3
Registered
- Join Date
- May 2006
- Posts
- 573
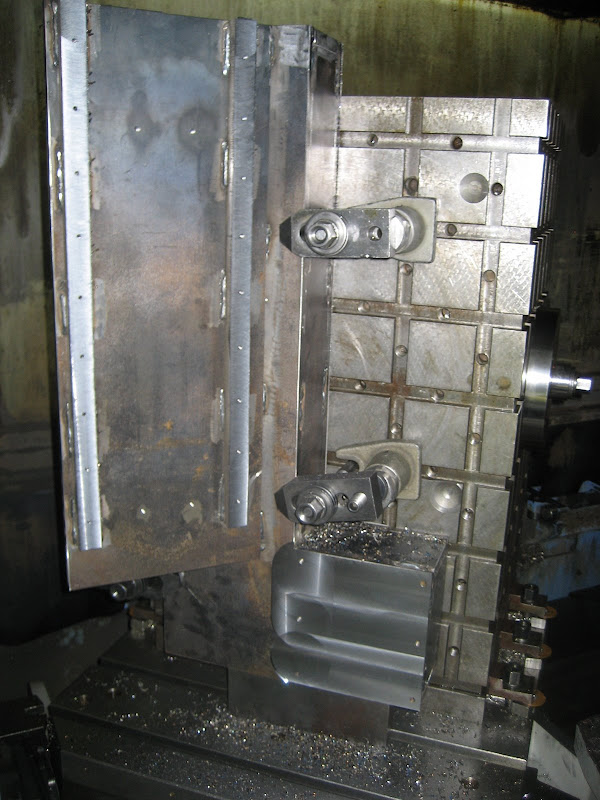
Finally some update. I droped off the base at my uncles mid december, but nothing has happend until today, so lets just say that it has now "aged". Anyway, they have a nice big 4 axis machine, capable of machining workpieces up to Ø900x900 and 1200kg.
Here is a picture of the first setup, machining the bottom and ends

From KX3

From KX3
Envy...

From KX3

From KX3
Second setup
From KX3
Machining finished

From KX3
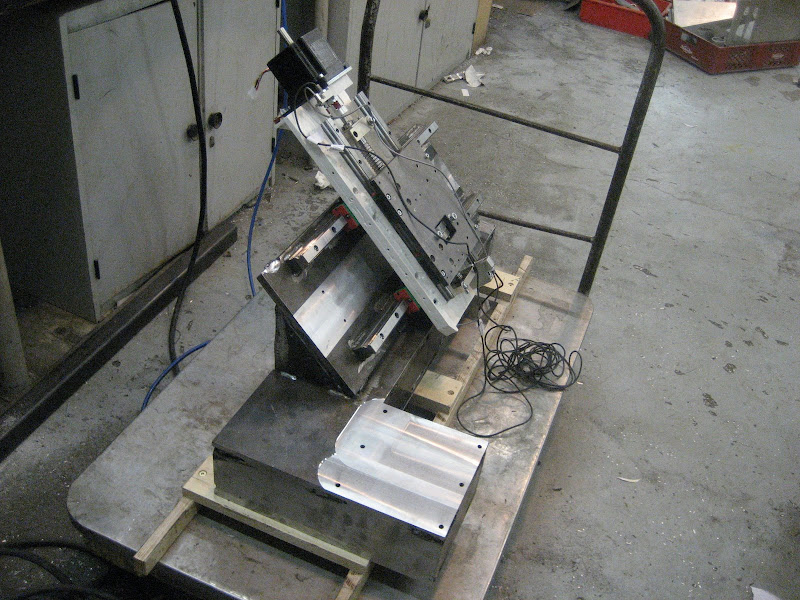
Fits right in a punto

From KX3
And now the best part, this gonna make me feel a little better when I makes mistakes in the future. The machinist with 16 years of experience with this machine managed to ramp the face mill right into the workpiece. Its not ment for ramping so the material in the center is more or less just "pushed" away. Some serious forces, the machines is rated 380v 87amps!

From KX3
-
05-29-2009, 10:43 PM #4
Community Moderator


- Join Date
- Mar 2004
- Posts
- 1661
The difference is that it will now take another 16 years before he makes that mistake again.

Looks very good.
-
05-30-2009, 05:36 AM #5
Registered
- Join Date
- Sep 2008
- Posts
- 86
I've been following this since you started this thread. You are doing great work and I am impressed by your persistence. I'm looking forward to your further progress.
-
05-30-2009, 10:20 AM #6
Gold Member
- Join Date
- Aug 2006
- Posts
- 1602
Very nice work

Were those setups done on the machine, or were they done with the fixture and lathe-bed horizontal on a bench, and then just hoisted on to the machine?
I'm glad you got it home safely - from those pics , an E-stop in your car could have left you with a lathe bed for a head!
-
05-30-2009, 02:19 PM #7
Registered
- Join Date
- Feb 2006
- Posts
- 1187
A lil bondo will fix that screw up. Its looking great so far, love your enclosure.
-
05-30-2009, 04:29 PM #8
Member
- Join Date
- Sep 2006
- Posts
- 6463
Er, Guldberg, was that a counterbore he decided to give you for free or as they used to say in UK when someone made a mistake at the start, "a false start" LOL.
You could always just drill a hole through the centre of the "cutout" and bolt something to it.
It's in the right position to hang a light on.
I love that tool cabinet with all the "goodies" hangin there, I bet you've got one in mind for yourself too.
Ian.
-
05-31-2009, 12:47 PM #9
Registered
- Join Date
- May 2006
- Posts
- 573
Thx guys.
The machine has interchanging pallets, so the pallet just roll outside the machine where you can access it. We decided to add a eye bolt (?) to the end so we could lift it with the crane in the second setup. With both the drill and the tap already in the machine it only took like a minute anyway. Got to get me one of these one day:-)
I did a quick mount of the rails and the x-axis carriage. We made cut along the rail stand off's, so it was a breeze to dial in the rails. Wont be long till both axis are running, so I have to start fabricating the headstock soon
From KX3
-
05-31-2009, 06:16 PM #10
Registered
- Join Date
- Nov 2004
- Posts
- 284
Great job designing and building your CNC Lathe. Can't wait to see this machine in action. Keep of the good work.
Willy
-
06-01-2009, 05:44 AM #11
Registered
- Join Date
- Apr 2007
- Posts
- 90
Hi,
Good progress, whats the spec of the motor. What is the approx weight of the machine with motors, tool changer with Chuck. I think for the solid machine you are building a lot of strength on the base is required if machining mild steel at good speeds. What do you think can be the cut depth that you can go in MS ? . I have seen many lathe builds but not as professional as yours, love to start one bases on your designfor my personal use ASAP.
-
06-01-2009, 08:16 AM #12
Registered
- Join Date
- May 2006
- Posts
- 573
The motor are rated 3hp. I have no clue of the weight, but the base itself weighs approx. 90kg. My best guess is that the total weight of the machine will end up at around 300kg.
As i have not done any calculation on this, I dont know the capability of the machine yet, but I designed it to be more ridgid and with more power than similar sized lathe, so i hope that it will performe well
-
06-01-2009, 11:50 AM #13
Registered
- Join Date
- Apr 2007
- Posts
- 90
Good 300 Kgs of machine weight is enough & equal to commercial machines available in the market. i think it should not vibrate as 3 Hp motor will slice up metal without problems. Have you thought about having a Hydraulic power chuck, which would put your machine at par with the commercial machines. In India the minimum price for a CNC turning centre is around $20,000/- , i cannot invest as i have already invested for Mechmate CNC router which is 95% complete and i have orders only for small lathe jobs for which a commercial machine is not required. I am eagerly waiting for the test results from your machine to start, i am planning to start with the ATC sometime this month prior to building the machine.
-
06-04-2009, 11:38 AM #14
Registered
- Join Date
- May 2006
- Posts
- 573
I just "ordered" a piece of Ø150x250mm steel for the headstock spindle housing. Here is the basic idea, comments are very much appreciated
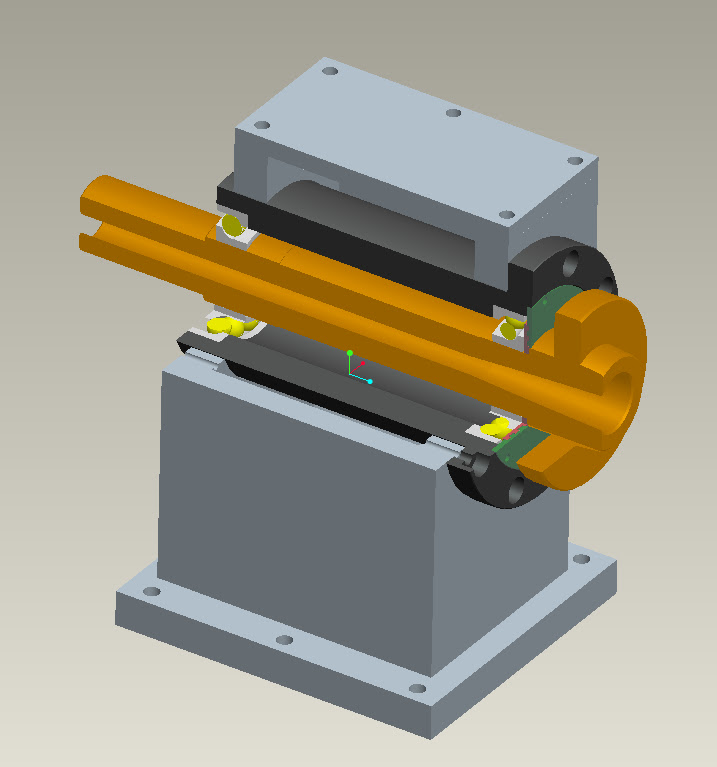
From CNC
-
06-04-2009, 04:44 PM #15
Registered
- Join Date
- Mar 2006
- Posts
- 357
 That would be "Steve" :wave:This setup was used by Mike.......(can't think of his surname), to build the CNC lathe bought by Rube in the USA, when Mike decided to build a Horizontal Borer from scratch.
That would be "Steve" :wave:This setup was used by Mike.......(can't think of his surname), to build the CNC lathe bought by Rube in the USA, when Mike decided to build a Horizontal Borer from scratch.
Ian.
That was my early setup and one I probably should have stayed with.
-
06-04-2009, 08:34 PM #16
Registered
- Join Date
- Mar 2006
- Posts
- 357

The plain bearing is a remarkably simple and extremely accurate way to go. I machined my own bronze shells for my SB9A. The original cast iron bearing surfaces were trashed when I took possession of the lathe. I did a quasi line bore to the headstock to remove enough material to fit new bronze shells. I converted it to a top oiler- total loss system which means constant fresh clean oil. I reworked the oil drainback grooves in the headstock for better return flow so it would not spit any oil at speed and it runs super clean.
I did not split the bronze shells and instead relied on the split headstock to crush/distort and provide the needed LEMON shape of the bronze shells for proper control of oil "whirl" and "whip". My bestest .00005" indicator shows almost no movement of spindle runout. I run it at about .0007" clearance.
I recently removed the spindle and after 1year of use the bearing shells looked EXACTLY as when I first machined them. I could not see any wear whatsoever and not even any markings of any sort . Astonishing!
The spindle will run at 1500rpm and just be warm. It's just a little old southbend flatbelt, but it sure does give a nice surface finish.
I'm a big fan of plain bearings and a pressurized system would be really neat!
Steve


-
06-04-2009, 10:06 PM #17
Community Moderator
- Join Date
- Mar 2004
- Posts
- 1661
I agree on that. Every car engine got 'em. Originally Posted by S_J_H
Originally Posted by S_J_H

They also have a greater area to take the load. Roller bearings are supernice, but may not be needed. I've said it before though - I do like overkill engineering.
-
09-20-2010, 05:35 AM #18
Registered
- Join Date
- May 2003
- Posts
- 267
In post #260, you machined your own bronze bearings. How did you get that groove on the inside of the bearings? What maching process was that?
-
06-04-2009, 11:12 PM #19
Registered
- Join Date
- Mar 2006
- Posts
- 357
Jason, I still am using the factory ball thrust bearing. Here is a link with further details- http://www.lathes.co.uk/southbend9-inch/page3.htmlSteve - I didn't realize bronze bearings could work so well. I'm re-thinking my design now. I'm surely going to go with the separate spindle-in-headstock idea, but maybe I should drop the AC bearings and go for bronze... Could you tell me what you're using for a thrust bearing? Would higher RPM be a bad idea with your setup?
There is a fiber thrust bearing on the opposing side. Many now replace that with a needle bearing assembly.
Rpm is limited without using a pressurized system. I would not feel very comfortable pushing it beyond 1500rpm. Unless I was doing some small diameter work with carbide tooling I don't have much need for much more rpm out of it.
Steve
-
06-04-2009, 12:16 PM #20
Registered
- Join Date
- Apr 2007
- Posts
- 90
Hi,
From the drawing i see that the spindle head can be removed without removing the head stock as in a commercial machine. What is the wall thickness of the spindle shaft and what is the bearing that you plan to use.
Vishnu



 Reply With Quote
Reply With QuoteSimilar Threads
-
CNC lathe scratch build!
By aarongough in forum Vertical Mill, Lathe Project LogReplies: 37Last Post: 02-07-2013, 10:06 PM -
Looking for Specs for a scratch built lathe
By breathe in forum Vertical Mill, Lathe Project LogReplies: 18Last Post: 06-16-2011, 12:56 PM -
From scratch. Lathe, Mill, or maybe both.
By MrBean in forum Vertical Mill, Lathe Project LogReplies: 27Last Post: 10-28-2010, 01:25 PM -
CNC Lathe from Scratch
By mackeym in forum Vertical Mill, Lathe Project LogReplies: 85Last Post: 06-02-2010, 12:20 AM
