



Hi Arie, this is my first post on this thread. Congratulations on a great machine. I haven't read all the posts but I am surprised you stayed with the router spindle for so long. My understanding is that the bearing arrangement in such spindles is not really up to high precision work. I have three and all, even the 400 EUR one, have only a single deep groove bearing, with no preload, at the business end. Have you found your router spindle to be up to the rest of the machine or did you solve the bearing issue in some other way. My interest is that I intend to add a high speed spindle to my machine but I'm not sure the router route is worth the effort.
I see you have made mods to the mount and are considering an upgrade so I guess you are not entirely happy.
Best Regards
Phil
PS: Two of the three routers I have have the same run out issue you found on yours. The runout on the expensive one is not detectable with a 0.01mm DTI.
Originally Posted by arie kabaalstra

Results 261 to 280 of 438
-
03-22-2008, 07:09 PM #261
 Gold Member
Gold Member
- Join Date
- Jun 2006
- Posts
- 2512
-
03-22-2008, 07:16 PM #262
Member
- Join Date
- Jan 2007
- Posts
- 352
well, basically, a router will do for machining wood, and plastics, when maching metal, you just can't "walk trough" the material, like you would normally do..
still runs good, but it's starting to get less good, so a High-speed unit is top on the wish-list..
-
04-24-2008, 09:36 AM #263
Registered
- Join Date
- Oct 2005
- Posts
- 162
Anythin new?
Anything New with your Project? havent seen a post in a while.
On the other hand, You have different fingers.
-
04-24-2008, 11:30 AM #264
Registered

- Join Date
- Apr 2006
- Posts
- 169
me 2 Originally Posted by rhino

-
04-24-2008, 06:31 PM #265
Member
- Join Date
- Jan 2007
- Posts
- 352
well... erhm.. i've been working on software plugins for USBCNC since Bert ( the author ) and i have all kinds of plans with USBCNC, furthermore, i've spent a lot of time on other issues lately..
My girlfriend, and my new car..
i do have plans to make an enclosure, and, i found that bellows of a a HBM milling machine might fit on my machine to keep chips from falling onto my ballscrews..
-
04-25-2008, 06:48 PM #266
Registered
- Join Date
- Feb 2006
- Posts
- 174
I have been working slowly on my own design. I think of doing like you, and put the motors in between the rails.
Do you notice any heat transfer to the machine, or any ill effects of this placement?
How much room should I have around 34 size steppers?
Lars
-
04-25-2008, 07:33 PM #267
Member
- Join Date
- Jan 2007
- Posts
- 352
i've got some 2 mm's clearance between the motors and the frame beams, no noticeable heat transfer.. steel doesn't conduct heat that well.. Originally Posted by LN-JET
since i basically copied an existing machine, someone else already found out this was a good way of building a machine..
-
04-30-2008, 09:14 AM #268
Registered
- Join Date
- Oct 2005
- Posts
- 162
AH HA!!! Two of the things that milk the valuable stuff from the wallet, and take up alot of your spare time. Originally Posted by arie kabaalstra
I have 1 of each, plus two boys one is nearly 2, the other is 9months old and the full time job 6am-4pm. Then you realise the only spare time you have to yourself is the time to and from work but you wouldn't trade it for the world!!
RhinoOn the other hand, You have different fingers.
-
07-04-2008, 06:35 AM #269
Registered
- Join Date
- May 2008
- Posts
- 15
COOL
Hi Arie
,
Congrats on a pretty cool machine, i have just read the entire thread, makes me want to build one twice the size. i would like to know why this machine (and others i've seen on this site) make much more noise than the commercial versions? (i dont mean to ask a silly question, many may know the answer)
Also when do you start on the lathe? :banana:
-
07-04-2008, 06:56 AM #270
Gold Member


- Join Date
- Feb 2007
- Posts
- 4553
 Noise
Noise
Servo's are very quiet.
Steppers, whine, hiss and resonate.
Welcome to the Zone!
Jeff Alessi
-
07-04-2008, 04:21 PM #271
Member
- Join Date
- Jan 2007
- Posts
- 352
Well, as far as noise is concerned, it's the milling motor, which is basically a wood router..
apart from that, my machine is sort of a commercial machine.. i only have to install a professional spindle.. that's all there's to it..
at this moment, i'm almost finished with writing Cycles for USBCNC, Bert has made a Macro file in which you can store your own macros, for instance, if you do some seriuos PC Case modding, a Sub-D opening, is something you use very often, just write the program, and store it as a subroutine in the Macro file, then from your regular program, just Gosub (subroutine-name) ..
Very nice-ish..
-
07-04-2008, 04:41 PM #272
Gold Member
- Join Date
- Aug 2006
- Posts
- 1602
Don't believe the hype - my servos are noisier than steppers when not moving - I don't have the skills to tune that out, but perhaps it's doable. They are very quiet when moving - well, at least when compared to the clatter of the balls in the ballscrews Originally Posted by jalessi

-
07-04-2008, 04:43 PM #273
Gold Member
- Join Date
- Aug 2006
- Posts
- 1602
Have you got any spindle porn to show us then Arie? I've seen some very nice looking/specced stuff from ELTE and HSD... Originally Posted by arie kabaalstra
-
09-10-2008, 08:54 AM #274
Member
- Join Date
- Jan 2007
- Posts
- 352
No new spindle yet.. i've been offered to test-bench a chinese HF spindle with watercooling, and i've seen another nice spindle, aircooled 24000 RPM's.. also nice...
Still have to install some homeswitches, and at the moment i've taken on another project..
i taught myself some VB.net, and wrote a programming application for USBCNC.
Just like a Heidenhain Control, you program cycle parameters, and execute cycles where you want em... very handy for those everyday-jobs like mounting brackets and flanges
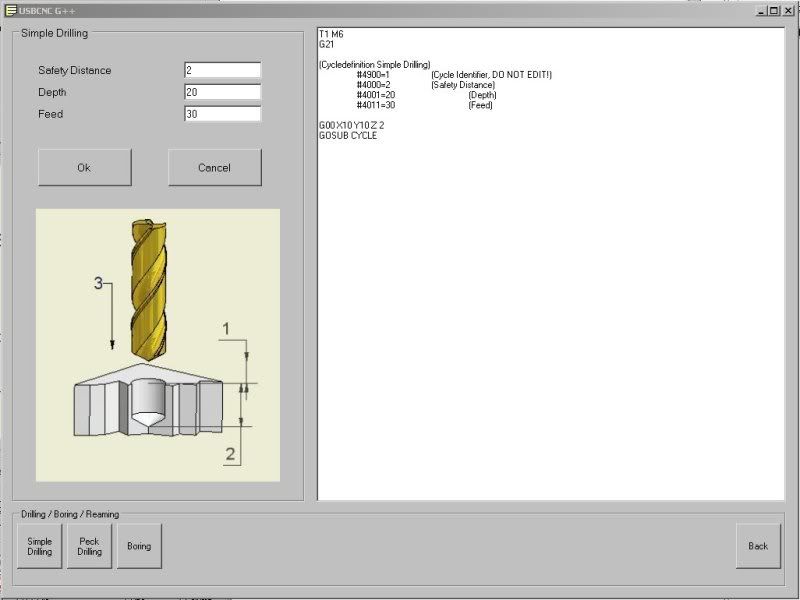
this example shows a drilling cycle, but you can also program round and rectangular pockets and studs, surface milling, thread milling and patterns with this application.
the most beautiful feature of this application is that it works entirely MOUSE-FREE!!.. not even a touchpad is needed to operate it, maybe a touchscreen will be possible in the future, (then i will also add an onscreen Num-pad floating over the program window, when needed )
For now, everything is operated with the F-keys, F1 is drilling, F2 is pocketing, and so on...
Somewhere back in time someone told me to use what ever control was available, or go through the hassle of programming things myself..well.. that's not half bad... i did learn some VB.Net, and it's great fun... programming my machine with the aid of an application i wrote myself..
-
09-23-2008, 10:37 AM #275
Member
- Join Date
- Jan 2007
- Posts
- 352
Just Dreamt this up..
how about a version of Visual G++ that puts out Generic G-Code?...
i could incorporate the Algoritms that i wrote for USBCNC in the application, and make a G-code Compiler that generates G-Code for about any Machine on the planet.. wouldn't that be nice?.. :rainfro:
-
09-23-2008, 03:49 PM #276
Registered
- Join Date
- Feb 2006
- Posts
- 1187
Hey Arie, wheres a pic of the mill assembled or complete? I,ve searched back only one I found was when you had it together with no screws or motors.
-
09-23-2008, 07:59 PM #277
Registered
- Join Date
- Dec 2005
- Posts
- 3319
In much earlier posts, you mentioned the desire for stability - you also mentioned the issue of warpage after milling out pockets to lighten the various tables.
WE ran into this problems with our billet cams - we'd cut and HT them and then when we went to grind them, they'd warp like a pretzel.
If you're dealing with PHT (pre heat treat), steel, you're limited to the following. Subject the parts to a 300-400 deg F stress relieve for at least 2 hours after machine and prior to grind. Furnace cool if possible. Bake at 250 aftyer grinding to relieve frinding stress.
If you heat treat the parts after milling, the following is a supplemental HT process that does wonders for reducing warpage and maintaining stability. Prior to HT, subject the parts to a 1200-1300 Deg F stress relieve. DO this for 1-1.5 hours MINIMUM pror to HT. Try to find someone who does salt bath heat treating so as to put steel in a neutral environment to prevent decarb.
Parts would then be residual stress free and VERY VERY stable. Otherwise, the parts will keep on moving until they settle themselves down which could ruin the fit and finish that you worked so hard to maintain/achieve. See prior paragraph for stress relieve after finish grind specs
-
09-24-2008, 07:20 AM #278
Member
- Join Date
- Jan 2007
- Posts
- 352
Originally Posted by ZipSnipe
Well... to be honest.. i need to make some new pics, since the machine is working like a charm at the moment.. i made a new control cabinet from an old PC case, and i'm working on a programming application ( as you might have read in this topic ), furthermore, i'm building a Fibreglass/foamcore casing for the machine, with sliding doors, and a control mounted on a support (or maybe a screen and keyboard in one of the sliding doors )
-
09-24-2008, 07:24 AM #279
Member
- Join Date
- Jan 2007
- Posts
- 352
you're damn right!!, but the problems you described are more applicable for high-strenght alloys, wich i didn't use by far.. Originally Posted by NC Cams
i just used a "plain ol' construction steel ( 1.1730, C45 ) wich has very little residual stress, and i let the parts "age" a while before mounting.
if i measure up the machine ( even after a year of service ) there's still less then 0.01 mm deviation.. fair enough.. i don't need to machine rocket parts...
-
10-13-2008, 02:54 AM #280
Registered
- Join Date
- Dec 2007
- Posts
- 4
Hey, i just finished reading the past 19 pages. I'm really impressed by your work. How deep can the 0.2mm endmill go down? at what rpm? is it carbide or diamond coated?

 Reply With Quote
Reply With QuoteSimilar Threads
-
more progress..
By adam_m in forum DIY CNC Router Table MachinesReplies: 0Last Post: 11-26-2013, 03:56 AM -
Design In Progress
By JoeDawg in forum Uncategorised MetalWorking MachinesReplies: 1Last Post: 10-07-2008, 07:48 PM -
My First Router Design & Progress
By watsonstudios in forum CNC Wood Router Project LogReplies: 40Last Post: 07-22-2007, 09:19 AM -
Looking into buidling an Auto-start RPC
By Wendell in forum Phase ConvertersReplies: 2Last Post: 10-12-2006, 03:03 AM -
Alibre design in progress
By xyzcnc in forum Uncategorised CAD DiscussionReplies: 10Last Post: 06-07-2005, 06:49 AM
