

If files were meant to be used with handles, they'd come with handles! :rainfro:Originally Posted by Pres

Best regards,
Randy
Results 21 to 40 of 108
-
09-07-2007, 06:35 AM #21
 Registered
Registered
- Join Date
- Feb 2006
- Posts
- 1051
-
09-07-2007, 12:10 PM #22
Registered
- Join Date
- Mar 2005
- Posts
- 1673
The scraper you see in the picture started out life with 7” (I read somewhere that 6” was ideal) of blade. You just need to ask Warren aka itsme about these mills as they need a large amount of material removed. I made and am using a new one about 12” long now. Originally Posted by Mcgyver

John
-
09-07-2007, 01:46 PM #23
Registered
- Join Date
- Mar 2006
- Posts
- 357
 I think that is a great idea!I have been considering doing a detailed description with picture of the whole job start to finish but am unsure if there would be enough interest to go to what would be a lot of trouble. If this might interest you please post and let me know.
I think that is a great idea!I have been considering doing a detailed description with picture of the whole job start to finish but am unsure if there would be enough interest to go to what would be a lot of trouble. If this might interest you please post and let me know.
Steve
-
09-07-2007, 05:07 PM #24
Registered

- Join Date
- Jul 2007
- Posts
- 195
question #1 What is flaging?
In the old days when you finished the fitting part of the job, a good millright would "flag" the surfaces. The reason for this was to retain oil on the surface.
It's done by putting the edge of the scraper down on the surface then banging the handle with one hand while turning the scraper with the other hand. The mark left on the surface (if you do it right) looks like a flag blowing in the wind.
question #2
Why do you use file handles?
The first reason is the end of the file is not made for your hand it's made for a file handle. If you use a file on a lathe without a handle you could get hurt real bad if the file kicks back on you. And second I was taught that the oils from your hands made the swarf stick to the file and made it not cut as well as a clean DRY file. Most people think that a file is an abrasive tool, it's not. It's a lot of small cutters in a row and it works better if the swarf falls off.
If you clean your file and flush it with solvent then dry it. the file will cut much better then a oily dirty file.Be carefull what you wish for, you might get it.
-
09-07-2007, 06:28 PM #25
Registered
- Join Date
- Mar 2005
- Posts
- 1136
yup, saw this happen a few times. Each time it was caused by the object thrown by my German high school machine shop teacher when he caught someone filing in the lathe Originally Posted by JROM

JROM, I agree with you, those newer to the craft (not a trade for me) would do well to learn how to use files. About as important as being able to tap a hole imo
-
09-07-2007, 06:54 PM #26
Gold Member
- Join Date
- May 2005
- Posts
- 1810
Or better - properly de-burring their parts! Originally Posted by Mcgyver
ScottConsistency is a good thing....unless you're consistently an idiot.
-
09-07-2007, 08:17 PM #27
Registered
- Join Date
- Feb 2006
- Posts
- 1051
That is the one situation where I always use a file handle (the only thing I file in the lathe is breaking the edge of a piece I've turned.) And though I'm right-handed, I use the left-hand filing technique so if the file does catch and is flung, I'm not in its path. Originally Posted by JROM
Best regards,
Randy
-
09-07-2007, 09:23 PM #28
Registered
- Join Date
- Mar 2005
- Posts
- 1673
And I thought we were discussing “hand scraping” here?
")
So if I told you that “flaging” as you put it or “flaking” as my grandfather put it (a “hand” for over 40 years) is done for show and is actually detrimental to a bearing way, you would already know that? Originally Posted by JROM
John
-
09-07-2007, 09:41 PM #29
Registered
- Join Date
- Jul 2007
- Posts
- 195
I like my version better. I've seen alot of high end machines over the years with "flaged" ways and I don't think they went to all that trouble for show.
Also when you use abrasives on soft metal some of the rocks always get embeded in the metal........not to good for a bearing surface. Except for surface grinders grinding hard material.Be carefull what you wish for, you might get it.
-
09-07-2007, 09:58 PM #30
Registered
- Join Date
- Mar 2005
- Posts
- 1673
I’ve just been Googling and found this. http://www.desktopcnc.com/swarf/frosting.htm Seems to confirm what my grandfather told me. Originally Posted by JROM
So how do they stop grains from a grind wheel from embedding into ways finished on a surface grinder "cast iron" which are not a “hard” metal? Originally Posted by JROM
John
-
09-07-2007, 10:02 PM #31
Registered
- Join Date
- Feb 2006
- Posts
- 1051
My apologies, John, for diverting your thread. Originally Posted by Oldmanandhistoy
Please explain further, John. From what I have read on scraping, the flaking creates mini lubricant pockets to avoid the moving part wringing onto the stationary part of the bearing. Is that wrong, or is there something in the flaking process that disturbs the surrounding surface? Originally Posted by Oldmanandhistoy
EDIT: You must have posted the immediately preceeding entry while I was composing this one. I withdraw the question.
Best regards,
Randy
-
09-07-2007, 10:05 PM #32
Gold Member
- Join Date
- Jul 2005
- Posts
- 12177
Oh come on: tapping holes is nowhere near as boring as filing Originally Posted by Mcgyver
. Somehow as an apprentice I successfully avoided ever having to do the filing thing to make a square peg and hole that would not allow a 0.001" feeler gauage in the gap. And I still hate filing or scraping.
EDIT: I guess I have to apologise for diverting your thread. And also commit the sin of saying I think your Grandpapa was wrong; at least based on what I was taught. The nice mottled flaking is done in a nice symmetric pattern for visual effect but the underlying purpose is to provide lubricant reservoirs.An open mind is a virtue...so long as all the common sense has not leaked out.
-
09-07-2007, 10:13 PM #33
Registered
- Join Date
- Mar 2005
- Posts
- 1673
No need for an apology Originally Posted by ProtoTrains
I was jesting.
John
-
09-07-2007, 10:20 PM #34
Registered
- Join Date
- Mar 2005
- Posts
- 1673
I think it would be wise for me just to leave this thread to you guys Originally Posted by Geof
.:wave:
John
-
09-08-2007, 11:43 PM #35
Registered
- Join Date
- Mar 2006
- Posts
- 357
Well John, I tried your method today. Works excellent.
Very very fast once you get the hang of it. Very light touch as you say. There is no muscle work whatsoever using a grinder.
I held the dremel with a very very light feel. I pretty much just held at it's center point in my hand so it would remain level. Then just lightly touched down to the hi spots with no hand pressure at all once the parts were getting close.
It is quite different than hand scraping that is for sure and I can see where somebody with a shaky hand could get into trouble fast. But I found it very easy after an hour or so of practicing.
These are not bearing surfaces so they just needed to be nice and flat.
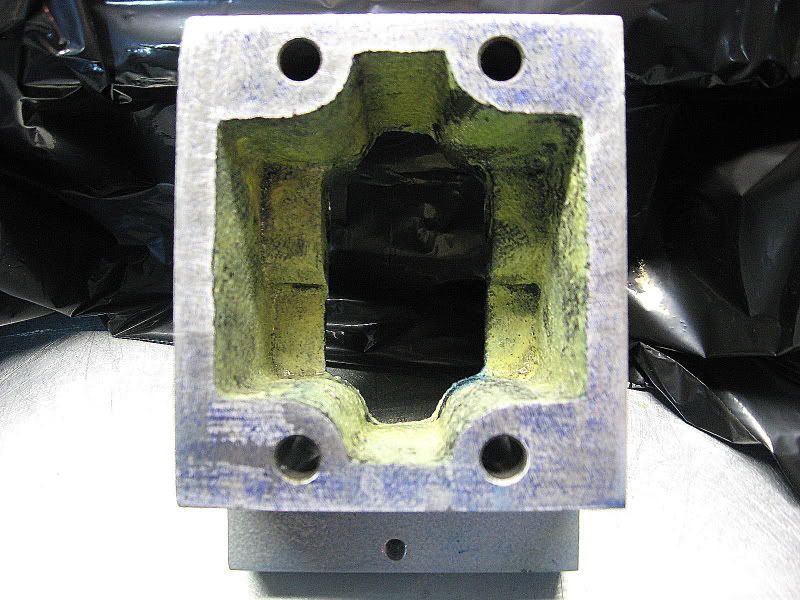
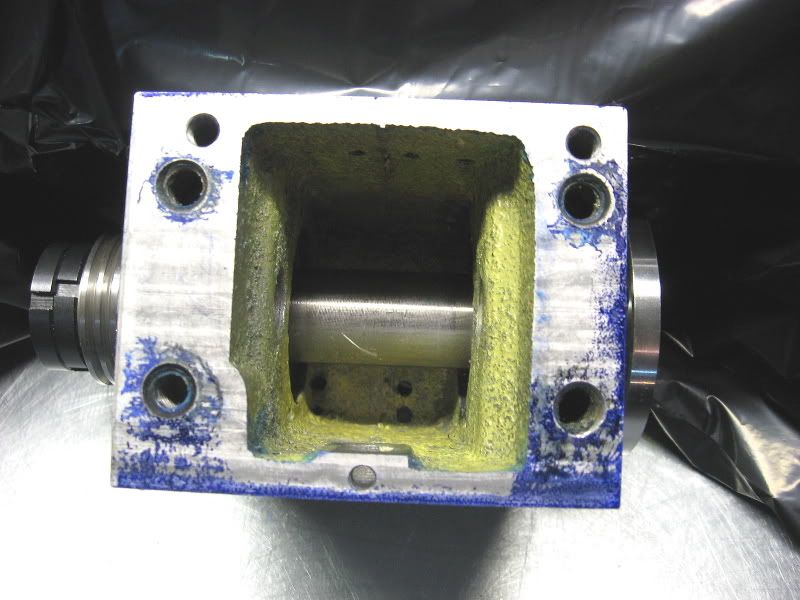
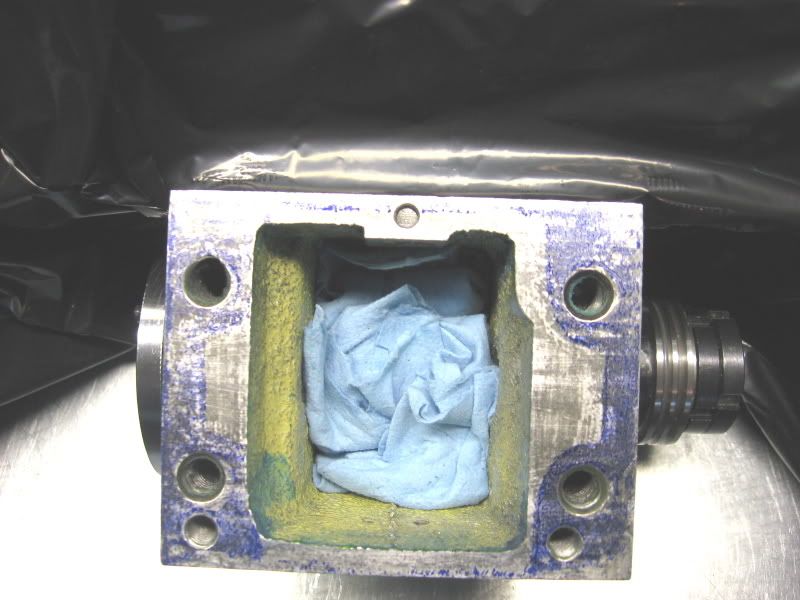
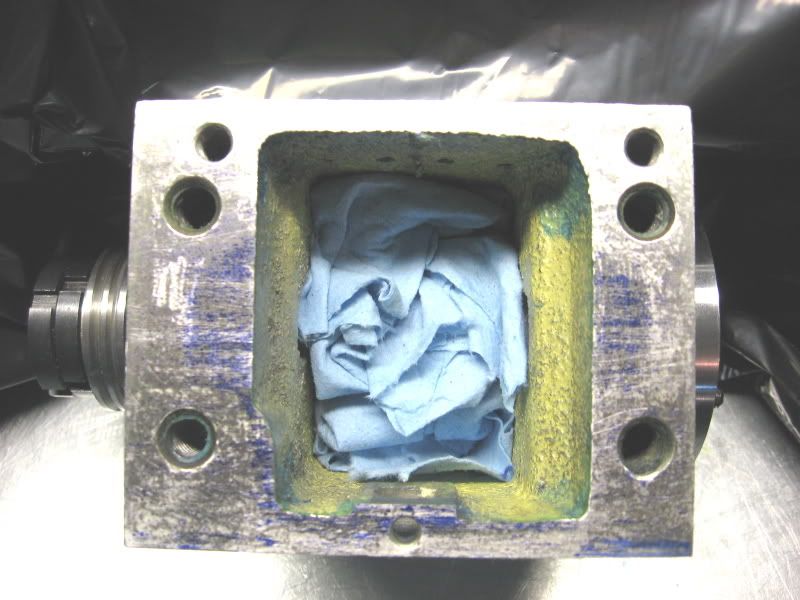
I'll post 4 pics and explain them.
Pic1 is the top of the headstock riser block that the head stock mates to, which I had made flat to the surface plate.
Pic2 is a before shot of the headstock that sits atop the headstock riser- So the head stock would be made flat using the head stock riser block top surface as the reference.
Pic 3 is the head stock surface after using the dremel for about an hour referencing it to the headstock riser surface.
Pic4 was a final test and it is very interesting to note. This is the surface of the head stock AFTER being made flat to it's reference surface the head stock riser. I placed the head stock on the surface plate this time and note the pattern is now reversed. The high spots are exactly where the areas were never touched with the dremel.
Very very effective method using a dremel IMHO if you can handle the very light touch that is needed to make it work.
Steve
-
09-09-2007, 05:53 PM #36
Registered
- Join Date
- Mar 2005
- Posts
- 1673
Just a quick note on this comment; because I am willing to learn and question what I believe to know I took a microscope to my way surfaces. Not the most high tech gear but good enough IMVHO to check JROM’s point. At fifty times magnification there was no sign of embedded grit from the abrasive belts. I put this down to the fact that they are very well adhered and the very low cutting force. Because of the high contrast between the two materials it would have been easy to see unless they are so microscopic and I really needed a probing electron micro scope which I have sent away for an overhaul so was unavailable Originally Posted by JROM
Hi Steve, Originally Posted by S_J_H
Please to here it went well. Thanks for posting.
Did you use an abrasive belt on a rubber bobbin or a grind wheel?
I use the former and do know there are at least two different grit grades (could be more?). If you are using the same and are finding that you are needed too light a pressure to control the removal rate you could use an already partly used belt or give it a quick spin on something like concrete to blunt it a bit. Obviously by the sounds of things this is not a problem for you but would help anyone else who is a bit heavy handed.
John
-
09-09-2007, 11:45 PM #37
Registered
- Join Date
- Mar 2006
- Posts
- 357
John, I used those tiny little abrasive bands on the rubber bobbin. I also removed the small outboard steel washer on the rubber bobbin and this gives a little smoother action.120 grit works pretty good for fast removal.
I did my rail risers today on the lathe bed. All I can say is this method will very quickly get you a nice flat surface. One thing though, sure is messy!
-
09-10-2007, 05:31 AM #38
Member
- Join Date
- Sep 2006
- Posts
- 6463
Fellow citizens, the thread is "Bringing the art of scraping into the 21st century", and no way will I comment on the use of an angle grinder or other abrasive method to ensure accurate fits in machinery.
The next thing someone will advocate using a sheet of wet & dry paper on a paving stone to lap a machine part flat.
Dear John, go back to bed, read a good book, but don't propose bodge methods as a synonym for skilled work practice for the 21st cent.
Anybody who grinds cast iron is asking for trouble.
Cast Iron in it's natural state is machined and scraped, but when it's flame hardened it can only be ground.
One last thing on bluing a surface plate, if the blue transfers to the part being tested and shows up as blue it's TOO thick and just smears everywhere, it should be applied sparingly and when transferred should show up as a GREY marking on the part.
The final test for an accurate surface is 25 dots of contact per sq inch.
Ian.
-
09-10-2007, 06:33 AM #39
Registered
- Join Date
- Mar 2006
- Posts
- 357
Ian,
You probably can't control the rotary tool with as much precision as a skilled hand scraper and it is certainly limited in use for surface type( dovetails would be very difficult to use it on) but for a hobby level work you can still beat the heck out of the machined finish done with one of our hobby mills. I'll estimate flatness to well under .0003" no problem and done very quickly. You can dust off a very small amount of material with the right touch.
In my case I am only flattening clamping surfaces not a bearing surface.
The surface is very good now.
I'll have to get a .0001 indicator and test out just how much control I can get in material removal with the rotary tool.
In my pics I deliberately used a heavy coat of hi spot blue just for the pics. In reality my flats show only small speckles that are very difficult to see.
Steve
-
09-10-2007, 01:35 PM #40
Registered
- Join Date
- Mar 2005
- Posts
- 1673
handlewanker,
I could sit here and type quite a few word is response to your post but I will not. I certainly will not insult you with a comment like “Dear John, go back to bed, read a good book, but don't propose bodge methods as a synonym for skilled work practice for the 21st cent”. At the end of the day I can not respect the opinion of a person who is not at least willing to entertain the fact that there could just be another way of doing things. I could say “give it a try and see for your self” but I know for a fact you would not. All I will say is “what can’t speak can not lie” and ask you is the world flat or round?
Regards,
John
At this point I could go into detail describing the accuracy I have archived with my method (burn him, burn him lol) but will just say “try it for yourself, get a piece of scrap and give it a try then judge for yourself”. It will require practice and some experience to achieve good results but that has to be expected. Or if you read through this thread and decide it’s not worth trying and cannot possibly achieve good results because other members say so then move on and good day to you.
This will very likely be my last post in this thread unless some one has a genuine question or an opinion that they are at least willing to discuss in a civil manner. I have nothing to prove here all I was trying to do was help others. The fact that one member gave it a try and was happy with his results has made all my posts in this thread worth it.
John

 Reply With Quote
Reply With QuoteSimilar Threads
-
GE mark century 2000 drip feeding
By ncmas in forum DNC Problems and SolutionsReplies: 5Last Post: 10-11-2011, 12:56 PM -
Mark Century 2000 Dnc Problem
By ozgurm in forum DNC Problems and SolutionsReplies: 5Last Post: 02-18-2009, 06:22 AM -
Century 82050 Question
By meerkatguy in forum Waterjet General TopicsReplies: 4Last Post: 11-15-2006, 09:41 PM -
More Scraping
By MrRage in forum Uncategorised MetalWorking MachinesReplies: 1Last Post: 01-14-2006, 11:53 AM -
Bringing objects together in V19 & general questions
By rustyolddo in forum BobCad-CamReplies: 1Last Post: 07-31-2004, 03:14 PM
